
Снижение производственных затрат в процессе изготовления нетканых материалов по методу спанлейс достигается путем уменьшения:
· стоимости оборудования и расходов на электроэнергию
· расходов на фильтрацию воды
· расходов на техническое обслуживание производства.
И в результате - повышение общей эффективности линии. Очевидно, что все эти факторы взаимосвязаны. Следовательно, снижение производственных затрат может достигаться путем целостного подхода к процессу производства, а также путем практических исследований на уже существующих промышленных линиях.
Стоимость оборудования и расходы на электроэнергию. Основным источником энергозатрат в данной установке является энергия, потребляемая инжекторами. Долгое время считалось, что эффективность производственного процесса напрямую зависит от давления воды в инжекторах. Это мнение до сих пор существует, что можно увидеть на примере разработок некоторых производителей оборудования для нетканого текстиля, создающих инжекторы, рассчитанные для работы на высоком давлении - до 500 бар. Однако зачастую в производстве, за исключением изготовления нетканых материалов особого назначения с поверхностной плотностью от 400 г/м2 или нетканых материалов из расщепленных волокон, высокое давление не играет существенной роли.
Напротив, очень важным является снижение рабочего давления инжекторов, что влияет сразу на два фактора: снижаются расходы на электроэнергию и уменьшается стоимость самого оборудования.
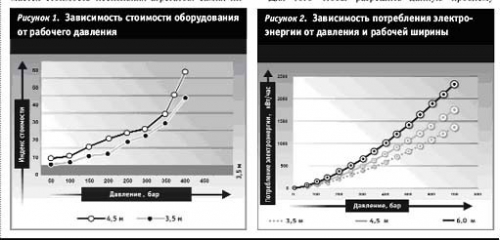
Рисунок 1 показывает зависимость стоимости оборудования от величины давления инжекторов. В данном случае под стоимостью оборудования понимается стоимость нескольких агрегатов: самих инжекторов, электромотора, инвертора, трубопроводов и насосов высокого давления. Из схемы видно, что стоимость оборудования возрастает в 2 раза на отметках 100, 200, 300 и 400 бар, а уменьшение рабочего давления приводит к резкому снижению стоимости оборудования. Точно также с увеличением рабочего давления инжекторов резко увеличиваются энергозатраты - более чем пропорционально по отношению к увеличению давления (рис. 2).
Инженерные разработки, которые проводила компания Перфоджет в последние годы, были сфокусированы как раз на проблеме уменьшения рабочего давления инжекторов, что является единственным способом снизить энергозатраты и стоимость самого оборудования.
Также важно переосмыслить основы самой технологии спанлейс с точки зрения наиболее оптимального практического использования возможностей гидросплетения для промышленного производства нетканых материалов. В частности, то, каким образом происходит сам процесс сплетения волокон в нетканое полотно.
Специалисты компании Перфоджет пришли к заключению, что производство материала высокого качества может быть обеспечено только оптимизацией обратной отдачи энергии водяных струй, а это, в свою очередь, может быть достигнуто правильным подбором конвейерной основы и достижением идеальной формы водяных струй.
Конвейерная основа. В ходе испытаний доказано, что если в качестве конвейерной основы используется обычный ремень, то никакого скрепления волокон практически не образуется. В этом случае поверхность ремня просто отражает водные струи в хаотичном направлении. Или, другими словами, забирает на себя энергию водяных струй, что ослабляет сплетение волокон. Следовательно, для достижения приемлемого качества сплетения придется увеличивать количество инжекторов.
Для того чтобы разрешить данную проблему (а как следствие, и избежать дополнительных расходов на установку большего количества инжекторов), пять лет назад компания Перфоджет разработала специальные микроперфорированные муфты для своей новой установки «Джетлейс 2000» (JETlace 2000) вместо традиционной сетчатой основы конвейера.
Результат оказался настолько значительным, что на данное открытие был получен международный патент. Эти муфты сделаны из никеля и представляют собой перфорированные цилиндры с отверстиями диаметром 250-300 микрон, расположенными в хаотичном порядке специально для того, чтобы избежать образования «дорожек» на полотне во время процесса сплетения. Так называемые «дорожки» обычно образуются, если отверстия расположены в четком однообразном порядке. При таком типе перфорации рабочее давление инжекторов приходится специально уменьшать для того, чтобы избежать подобного неприятного эффекта (а для некоторых видов материалов, например, медицинского назначения, это может рассматриваться как брак).
Наибольший коэффициент полезного действия достигается тогда, когда хаотично расположенные отверстия образуют минимально открытую площадь поверхности в целях получения максимальной обратной отдачи энергии водяных струй. И это особенно важно!
В зависимости от степени открытости площади поверхности муфты – 8% или 15% - может понадобиться увеличить вдвое количество инжекторов для достижения одинаковой разрывной нагрузки. Таким образом, муфты с минимально открытой площадью поверхности (около 8%) обладают наибольшим коэффициентом полезного действия. Они также гораздо тоньше и должны располагаться на поддерживающем барабане.
Сам барабан тоже играет очень важную роль. Поверхность барабана контактирует с микроперфорированной муфтой, поэтому зазор между ними должен быть минимальным, чтобы обеспечить наилучший сток воды. Компания Перфоджет экспериментировала с разными вариантами.
Наиболее дешевым решением данного вопроса является традиционная Перфорированная поверхность барабана с открытой площадью 50%. Однако с технической точки зрения это нецелесообразно: если открытая поверхность муфты составляет 8%, а открытая поверхность барабана под ней – 50%, то общая полезная отрытая площадь составит всего 4%, а это неприемлемо.
При таком варианте на поверхности материала появляются следы от водяных струй - «дорожки», и предотвратить их появление можно только путем значительного снижения рабочего давления инжекторов или используя муфты с большей открытой поверхностью. В обоих случаях падает эффективность производства, а следовательно, приходится увеличивать количество инжекторов, насосов и прочих деталей машины, что значительно увеличивает ее стоимость. Именно по этой причине компания Перфоджет применяет сотовые барабаны со специальными распорками, расположенными выше сотовых ячеек. Открытая поверхность такого барабана составляет 95%. Внутри сотового барабана расположена отсасывающая камера, точно подогнанная, отшлифованная с наружной и внутренней стороны. Такая точная конструкция позволяет предотвратить даже незначительную утечку воды или воздуха между отсасывающей камерой, барабаном и муфтой, а также обеспечивает отличное осушение материала.
Становится очевидным, что начинать производство нетканых материалов по методу гидросплетения (гидроструйным способом) надо с применения микроперфорированных муфт, оставив традиционные сетчатые основы в прошлом.
Замечено, что у полиэфирного материала весом 30г/м2, полученного по технологии компании Перфоджет, коэффициент разрывных нагрузок в 5 раз выше, чем у материала, полученного традиционным методом.
Инжекторы. Конструкция самих инжекторов также является принципиально значимым аспектом, определяющим эффективность производственного процесса. В настоящее время среди некоторых производителей отмечается тенденция максимально уменьшить гидравлическую форму инжектора с целью снижения его стоимости. По-нашему мнению, это ошибочно: любое ущемление гидравлической формы инжектора становится причиной увеличения энергозатрат. За последние три года на основе одной из наиболее сложных систем моделирования процесса гидросплетения был разработан новый тип инжектора, позволяющий получать более высокое качество водяных струй при более низких энергозатратах. Сегодня эти инжекторы нового типа постепенно заменяют инжекторы предыдущего поколения. И это – настоящий прорыв в области эффективного использования рабочей энергии. При работе на инжекторах такого вида можно получать материал с теми же ипараметрами, но при значительно меньшем рабочем давлении. К примеру, можно производить 300-граммовыйматериал при давлении 180бар, вместо прежних 300 бар, необходимых при работе на инжекторах прошлого поколения. Тот же самый эффект наблюдается при гидросплетении более или менее тяжелых полотен.
Так в чем же заключается разница между традиционными инжекторами и инжекторами нового поколения? 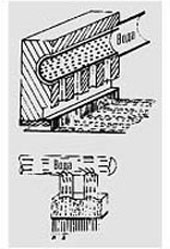
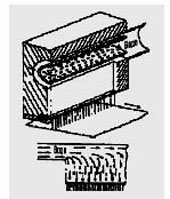
Обычный инжектор: Инжектор Перфоджет:
Отверстия просверлены тонкая щель
Разница заключается в отличии их гидравлической формы. Использованная нами система моделирования процесса гидросплетения продемонстрировала, что невозможно добиться идеальной формы водяных струй, если основное тело инжектора просверлено. И неважно, какое распределяющее устройство применяется внутри распределительной камеры: оно все равно будет являться помехой на пути потока воды выше перфорационной полоски. Именно такие помехи и становятся причиной плохого качества водяной струи. Например, при давлении выше 250 бар можно практически визуально наблюдать эффект «разбрызгивания», что приводит к частичной потере энергии водяной струи (а значит - и к уменьшению эффективности сплетения волокон). В инжекторах нового поколения отверстия для воды не просверливаются. По всей ширине тела инжектора проходит непрерывная тонкая щель. Помимо этого предусмотрен широкий разделительный фильтр, обеспечивающий идеальную однородность (гомогенность) распределения воды внутри тела инжектора. И эта особенность очень важна. Форма щели также имеет определяющее значение. Было установлено, что щелевое пространство должно быть настолько минимальным, насколько возможно, для того чтобы избежать возникновения так называемых «мертвых зон» над перфорационной полоской, которые сами по себе могут быть помехой для водяных струй. Данные инжекторы нового поколения запатентованы. Была пересмотрена и конструкция перфорационных полосок, создающих водяные струи. Оптимизирована форма отверстий, а также сменился род материала, из которого изготовлялась сама полоска. Сегодня твердость современной полоски составляет1200 шор против 250, характерных для обычных полосок, изготовленных из нержавеющей стали. Такое повышение твердости препятствует образованию царапин, увеличивает срок эксплуатации и при этом способствует сохранению надлежащего качества конечного продукта.
Таким образом, практическим путем подтверждено, что улучшение производственной эффективности инжекторов плюс оптимизация микроперфорированных барабанов позволяют в настоящее время добиться высокого качества сплетения волокон при экономии энергозатрат, что казалось недостижимым еще два-три года назад. К примеру, компания Перфоджет недавно поставила машину с узлом гидросплетения, который потребляет0,07 кВт/час на килограмм нетканого полотна. Десять лет назад обычным явлением было затрачивать 1 кВт/час/кг для достижения аналогичного результата. Затраты на фильтрацию воды. Оптимизация эффективности инжекторов позволила значительно уменьшить объем воды, циркулирующей в системе. Так, сегодня объем воды, потребляемой установкой с шириной 3,5 м для производства влажных протирочных материалов, составляет около 100 м3/ч, тогда как еще пять лет назад потребность в объеме циркулирующей воды равнялась 160-180 м3/ч. Не говоря о том, что уменьшение потребления воды снижает затраты на всевозможные средства фильтрации.
Затраты на обслуживание и общая эффективность производства. Сегодня расходы на обслуживание современной промышленной линии «Спанлейс» фактически сведены к минимуму: срок службы перфорационных полосок намного увеличился после того, как был изобретен и применен новый сплав металла, а также благодаря появлению возможности разрешить самый хлопотный вопрос по фильтрации воды. Важную роль сыграло и оптимизирование насосов высокого давления. Все эти факторы приводят к тому, что, по расчетам специалистов, линии «Спанлейс» последнего поколения способны производить высококачественную продукцию для рынка нетканых материалов с общей эффективностью производства более 92%.
Высокоскоростные линии. Развитие производственных возможностей линий «Спанлейс» происходило поэтапно.В прошлом году компанией Перфоджет было поставлено несколько линий шириной 4,5 м с производственными скоростями порядка 200м/мин. Одна из них в настоящее время работает на скорости 230 м/мин. (с учетом того, что в данной линии установлены еще несколько чесальных машин, являющихся естественными ограничителями скорости). Общая производительность такой линии составляет около 17 000 т/год. Естественно, что для подобных высокоскоростных линий прежде всего необходимо решать такие вопросы, как рациональное потребление электроэнергии (а также и другие аспекты, рассмотренные в настоящей статье), для того чтобы производство нетканых материалов на острие технологических возможностей не становилось убыточным, а наоборот – достигалась максимально возможная практическая (а не теоретическая!) эффективность производства. И именно эта цель послужила основанием для нашей компании серьезно заняться разработками по модернизации технологии спанлейс.
Разработка новых видов нетканых материалов. В последние годы основные разработки новых видов материалов были сконцентрированы вокруг применения древесной пульпы вместо части вискозных волокон для производства влажных протирочных материалов. Однако этот метод оказался далеко не безупречным, поскольку помимо низкой стоимости такой материал должен обладать мягкостью, драпируемостью и, самое важное, не «пылить» при переработке материала в готовый продукт. Существуют два основных способа нанесения пульпы: она может быть распределена между двумя слоями прочеса, а может наноситься и поверх прочеса. При первом способе сплетение производится поочередно на двух конвейерах с использованием сцепляющего подкладочного материала или на двух барабанах при помощи того же материала. При этом весовая доля базисного волокна составляет 8-10 г/м2,а доля пульпы – 45 г/м2.При втором же способе прочес весом приблизительно25 г/м2 сначала проходит процесс гидросплетения на хаотично микроперфорированном барабане, а затем происходит распределение и вплетение пульпы (приблизительно40-45 г/м2) в полученное основное полотно.
Компания Перфоджет отдает предпочтение последнему способу производства нетканого полотна с добавлением пульпы по следующим причинам:
• соблюдение патентных прав (на первый способ, предполагающий помещение пульпы между двумя слоями прочеса, имеется международный патент, принадлежащий компании «Форт Джеймс» (Fort James), ныне -«Джорджиа Пасифик»(Georgia Pacific)
• по техническим соображениям (условия, необходимые для сплетения штапелированных волокон и для древесной пульпы, существенно различаются; штапелированные волокна обладают способностью полностью сплетаться при наличии трех инжекторов с рабочим давлением 60 бар и при использовании микроперфорированной муфты, в то время как при сетчатой основе не происходит практически никакого сплетения
• характерной особенностью первого способа производства нетканых материалов с добавлением пульпы является то, что если вес прочеса основы слишком мал, происходит значительная потеря пульпы – более 10%.
При втором способе производства потери пульпы составляют всего около 4%. Эти данные были подтверждены в ходе промышленного производства на двух линиях «Эйрлейс» (Airlace), производящих подобную продукцию в настоящее время. В целях достижения наилучшего проникновения пульпы в прочес наша компания разработала и запатентовала новый технологический метод, при котором происходит «структурирование» поверхности полотна после первого этапа сплетения и дораспыления (распределения) пульпы. «Структура» поверхности полотна представляет собой чередование выпуклостей и углублений, таким образом, пульпа попадает преимущественно в созданные специально для нее углубления своеобразные соты, что позволяет значительно лучше«перемешать» пульпу с волокнами и в дальнейшем избежать«пыления» материала при переработке в конечный продукт.
Заключение. Постоянное развитие и совершенствование технологии спанлейс привело к значительнейшим результатам в области энергосбережения производства. Потребление энергии уменьшилось почти в 20 раз, скорость линий увеличилась в 3-4 раза по сравнению со скоростью линий пятилетней давности; эффективность оборудования была значительно улучшена благодаря модернизации многих основополагающих элементов машин; снизились требования к потребляемому объему воды, разрабатываются новые виды продукции на основе более дешевых видов сырья. Благодаря всем вышеперечисленным достижениям, технология производства нетканых материалов методом гидросплетения стала сегодня наиболее современной и быстроразвивающейся технологией по производству нетканого продукта. Возможности совершенствования представляются безграничными, и новые виды материалов, разрабатываемые сегодня, без сомнения станут следующей страницей успеха в истории нетканой промышленности уже в скором будущем.
Подробнее о текущей ситуации и прогнозе развития технологий и рынка нетканых материалов смотрите в отчете Академии Конъюнктуры Промышленных Рынков «Рынок спанлейса в России»














