2.2. Литье с переносом заготовки 
Если дизайн ящика предусматривает приформовку не только ручек, но и декоративных элементов на его наружных стенках (рис. 6), то целесообразно при¬менять особый вариант описанного выше способа, в соответствии с которым предварительно полученная на первой литьевой машине заготовка ящика пере¬мешается в находящуюся на второй литьевой машине литьевую форму (рис. 7), где по так называемой технологии «охватывающего литья» (ovcrmonlding) осуществляется приформовка второго компонента. В зависимости от объема партий изготавливаемых ящиков и структуры затрат такую передачу можно осуществлять по двум схемам: либо с прерыванием технологического процесса (с промежуточным хранением ящиков-полуфабрикатов и ручной загрузкой второй литьевой машины), либо без прерывания процесса — на одной производственной установке, оборудованной робототехнической системой. При автоматизированном производстве из-за раз¬личной продолжительности цикла целесообразно объединять две литьевые машины для изготовления ящиков с одной литьевой машиной для литья деко¬ративного компонента по технологии overmoulding. Временной перерыв между процессами изготовления ящика и приформовки к нему дополнительных элементов предопределяет аналогичные упомянутым выше проблемы, связанные с усадкой изделий, преодоление которых потребует дополнительных расходов. 2.3. Двухкомпонентное последовательное литье с использованием разделительных заслонок Отмеченные выше недостатки, связанные с увеличением времени цикла, усадкой, необходимостью точного позиционирования и фиксации в форме ручки-вставки или заготовки ящика, устраняются при использовании одностадийного способа многокомпонентного литья под давлением. При этом расплав второго компонента (для ручки), объем которого значительно меньше объема ящика, подастся либо с помощью дополнительного узла впрыска, расположенного на литьевой машине в L-положении (в горизонтальном положении), либо с помощью небольшого узла впрыска, смонтированного непосредственно на литьевой форме. Из-за необходимости использования двух отдельных горячеканальных систем и дополнительных шиберных заслонок для раз¬деления оформляющих гнезд затраты на изготовление такой, более сложной по конструкции литьевой формы {рис. 8) увеличиваются, но технические и техноло¬гические преимущества данной технологии могут их компенсировать. 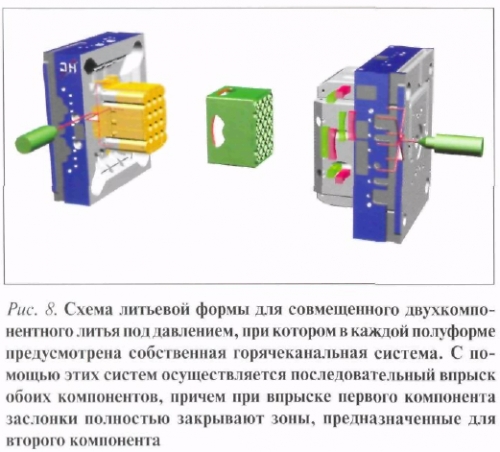 Последовательность операций в этом случае та¬кая же. как и при передаче элемента ящика из одной формы в другую, но противоположна методу Insert-Moulding (см. разд. 2.1). При применении таких элментов с небольшими размерамиони при комнатной температуре помещаются в литьевую форму, а затем по технологии литья на подложку осуществляется формован неосновной части ящика. При использовании метода двухкомпонентного литья под давлением, напротив, сначала изготавливается основная часть ящика, для чего расплав заполняет достаточно большую часть объема оформляющей полости. В это время находящиеся в литьевой форме шиберные заслонки отделяют от заполняемой расплавом части полости те участки, которые предназначены для их заполнения вторым компонентом. При закрытой литьевой форме эти заслонки затем либо отводятся, освобождая про¬странство для подачи второго компонента, либо с по¬мощью специального механизма заменяются другими заслонками с одновременным изменением геометрических характеристик оформляющей полости формы. Преимуществом данного метода двухкомпонентного литья является практически одновременное охлаждение обоих компонентов. Тем самым почти полностью исключаются необходимость учета величины усадки и возможность последующего коробления изделия. Кроме того, отсутствуют проблемы, связанные с необходимостью фиксации ручек, характерные для метода Insert-Moulding. Оба процесса протекают на одной и той же литьевой машине. Благодаря этому исключается необходимость перемещения изделий, и, как следствие, время цикла может быть уменьшено до 40 - 45 с. Последовательность операций в этом случае та¬кая же. как и при передаче элемента ящика из одной формы в другую, но противоположна методу Insert-Moulding (см. разд. 2.1). При применении таких элментов с небольшими размерамиони при комнатной температуре помещаются в литьевую форму, а затем по технологии литья на подложку осуществляется формован неосновной части ящика. При использовании метода двухкомпонентного литья под давлением, напротив, сначала изготавливается основная часть ящика, для чего расплав заполняет достаточно большую часть объема оформляющей полости. В это время находящиеся в литьевой форме шиберные заслонки отделяют от заполняемой расплавом части полости те участки, которые предназначены для их заполнения вторым компонентом. При закрытой литьевой форме эти заслонки затем либо отводятся, освобождая про¬странство для подачи второго компонента, либо с по¬мощью специального механизма заменяются другими заслонками с одновременным изменением геометрических характеристик оформляющей полости формы. Преимуществом данного метода двухкомпонентного литья является практически одновременное охлаждение обоих компонентов. Тем самым почти полностью исключаются необходимость учета величины усадки и возможность последующего коробления изделия. Кроме того, отсутствуют проблемы, связанные с необходимостью фиксации ручек, характерные для метода Insert-Moulding. Оба процесса протекают на одной и той же литьевой машине. Благодаря этому исключается необходимость перемещения изделий, и, как следствие, время цикла может быть уменьшено до 40 - 45 с.
Такой метод двухкомпонентного литья может быть использован не только для непосредственной приформовки ручек к ящикам, но и для образования цветных поверхностей на наружных стенках ящика. Эта воз¬можность реализуется с помощью дополнительных заслонок, используемых для формования наружных стенок ящика.
|














