
1. МТС для сельского хозяйства. В настоящее время проблема обеспечения сельского хозяйства транспортными средствами приобретает особенно острый характер. На рынке полностью отсутствуют транспортные средства для ЛПХ (личных подсобных хозяйств) и КФХ (крестьянских фермерских хозяйств), удовлетворяющие специфическим требованиям сельскохозяйственного производства и способных выполнить транспортные операции при перевозке грузов до 2 т круглый год, независимо от сезонного характера работ. В 2006-07 гг. в рамках выполнения Государственных контрактов с Министерством сельского хозяйства России №423/13 от 24.05.2006 и №761/13 от 23.07.2007 специалистами ФГУП «НАМИ» были проведены работы по разработке типажа и созданию опытных образцов малогабаритных транспортных средств с широкими функциональными возможностями (МТС). МТС для сельского хозяйства (рис. 1 – 5) – это малогабаритный рамный автомобиль высокой проходимости с колесной формулой 4х4, одинарной ошиновкой специального профиля, с максимальной скоростью не более 50 км/ч и функциональной возможностью выполнения вспомогательных работ в сельском подворье. Семейство машин было разработано на основе модульного принципа проектирования, основные узлы и агрегаты унифицированы с серийно производимыми в стране тракторами, грузовыми автомобилями и т.д. Такой подход к построению транспортного средства (ТС) обеспечивает его малую себестоимость и высокую ремонтопригодность даже в полевых условиях. Применение дизельного двигателя и трансмиссии с подключаемым полным приводом в сочетании с высоким дорожным просветом позволяют МТС уверенно преодолевать бездорожье, снежную целину, форсировать брод глубиной 0,8 м. Возможность агрегатирования МТС с навесным оборудованием, используемым с тракторами класса тяги 0,9 т, наличие вала отбора мощности и системы блокирования хода задней подвески позволяет выполнять агротехнические операции. Комфортабельная трехместная кабина, оснащенная системой микроклимата, позволяет использовать МТС, в т.ч., как личный транспорт в условиях бездорожья. 
Рис. 1. Опытные образцы семейства МТС 3-классов. 
Рис. 2. НАМИ-233803-0001010 - базовое шасси с комплектом навесного оборудования. 
Рис. 3. НАМИ-233801 - Автомобиль-самосвал с опрокидыванием грузовой платформы на три стороны. 
Рис. 4. НАМИ-233804-0000010 - Автомобиль с краном-манипулятором. 
Рис. 5. НАМИ-233805-0000010 – Машина универсальная для химобработки растений и почвы. Дальнейшее развитие сельского хозяйства неразрывно связано с внедрением новейших агротехнических технологий и одновременным переоснащением агропромышленного комплекса новой высокоэкономичной и производительной техникой. Поэтому было принято решение о внедрения созданного семейства МТС в серийное производство. К октябрю 2008 году планируется выпуск на одном из заводов в Новгородской области установочной партии из 3-х образцов. 2. Применение полимерных композиционных материалов в процессе производства МТС. 2.1. Потребление пластмасс в автомобилестроении. Общие тенденции таковы, что потребление пластмасс в автомобилестроении увеличивается. За последние 15 лет доля пластмасс в общем весе узлов и деталей автомобиля увеличилась с 2,9% до 9,5%, а доля стали уменьшилась с 60,4% до 56,9%. Причины увеличения объемов потребления пластмасс можно сформулировать следующим образом: - высокая прочность и жесткость при незначительном весе обеспечивают функциональность деталей;
- термостойкость и химическая стойкость обеспечивают применение под капотом вблизи двигателя;
- прозрачность и блеск, а также выдерживание заданных размеров дают возможность использования для внешней отделки;
- свобода при разработке дизайнерских решений и создании сложных форм способствует новым возможностям для отделки салона и кузова 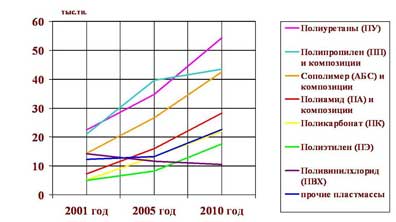
Рис. 6. Тенденции изменения годового объема потребления конструкционных полимерных материалов в автомобильной промышленности РФ. Анализ тенденций изменения годового объема потребления конструкционных полимерных материалов в автомобильной промышленности РФ показал, что к 2010 году возрастет объем потребления всех видов полимерных материалов, за исключением ПВХ (рис. 6). С целью удешевления товарной продукции и ускорения освоения серийного производства разработчики семейства МТС остановили свой выбор на АБС-пластиках + ПММА, как композиционном полимерном материале при производстве элементов внешней формы МТС. Элементы интерьера выполнены из фактурных АБС-пластиков. Сополимер стирола с акрилонитрилом и бутадиеном (АБС) – смело можно назвать полимером для автомобилестроения. АБС сочетает в себе эластичность с высокой ударной прочностью, что делает его одним из популярных пластиков для литья и формования сложных изделий, в том числе с высокой степенью вытяжки. По своим прочностным характеристикам, плотности, химической стойкости и др. АБС-пластики успешно конкурируют, в первую очередь с традиционными материалами в производстве автомобилей, включая металлы. Радиаторные решетки, приборные панели, облицовки дверей и другие детали салона, колпаки колес, корпуса зеркал заднего вида, детали воздухозаборника, бамперы и даже передние крылья (из смеси АБС с полиамидом, например в некоторых моделях BMW), – эти и многие другие автокомпоненты изготавливаются из АБС и композиций на его основе. По итогам 2006 года производственные мощности АБС-пластика на мировом рынке по данным BASF составили порядка 6 млн. тонн. Средний ежегодный темп роста мирового рынка АБС – пластика до 2010 года оценен Торговой ассоциацией “PlasticsEurope” в 5,5 %. Единственным отечественным производителем АБС – пластиков является ОАО «Пластик» (г. Узловая) – около 45% российского рынка. Структура потребления АБС-пластиков в России имеет свои особенности. Российский рынок почти полностью ориентирован на автомобильную промышленность: более 2/3 объема производимого и ввозимого АБС-пластика используется в автомобильной промышленности. По данным ОАО «Пластик» эта тенденция имеет еще более ярко выраженный характер (табл. 1). Таблица 1 Область потребления | Доля потребления, % | | Автомобилестроение | 80 | | Бытовая техника | 5 | | Холодильники, упаковка | 10 | | Прочие назначения | 5 |
2.2. Полимерные композиционные материалы применяемые при производстве МТС. Полимерные композиционные материалы применяются для изготовления следующих деталей МТС: детали интерьера (внутренние накладки дверей, панель приборов, обивка крыши, накладка на заднюю стенку, декоративные панели боковых стоек и др.), детали внешней формы (рис. 7) (панели капота, крыши, задней стенки, наружная накладка двери, комплект передних и задних крыльев, элементы бамперов, декоративные накладки несущего каркаса, боковые внешние и внутренние панели грузовой платформы и др.). Вышеперечисленные элементы внешней формы изготавливаются из листов композиционного полимерного материала: АБС-пластика + ПММА (полиметилметакрилат) методом вакуумного формования. Возможно изготовление из композиционного материала: АБС-пластика + ПК (поликарбонат). Для деталей интерьера применяется фактурированный листовой АБС-пластик, перерабатываемый тем же методом вакуумного формования. 
Рис. 7. Некоторые детали внешней формы МТС, выполненные из АБС-пластиков. Композиционный полимерный материал АБС-пластик + ПММА обладает: • высокой прозрачностью, способностью окрашиваться в различные цвета;
• стойкостью к бензину и смазочным маслам;
• хорошей светостойкостью;
• повышенной механической прочностью;
• улучшенными эксплуатационными качествами. Эти свойства позволяют получить зеркальную внешнюю поверхность. Такая поверхность не выцветает, имеет меньшую склонность к образованию царапин, сохраняет свои эксплуатационные качества при низких температурах.
2.3. Вакуум-формование.
Технологический процесс производства полимерных деталей МТС включает в себя закупку исходного листового материала, их предварительной сушки с помощью сушильной установки, изготовление деталей методом вакуум-формования на модельной оснастке с последующей обрезкой и окончательным оформлением. При вакуумном формовании лист термопласта закрепляется по контуру формы и нагревается при помощи нагревателей. Давление, необходимое для формования изделий, создается за счет разности давлений между наружным атмосферным давлением и внутренним разрежением, создаваемым в полости между листом и поверхностью формы. Оборудование, необходимое для вакуум-формования, также очень несложно – состоит из нагревателя, зажимного устройства, вакуум-насоса с ресивером и клапана вакуумной линии. Современные машины для формования листов представляют собой автоматы и полуавтоматы. Некоторые физико-механические свойства и режим формования полистиролов приведены в таблице 2.
Таблица 2
Некоторые физико-механические свойства и режим формования полистиролов
Материал | Режимы формования | Тем-ра размягчения, °С | Теплостой-кость, °С | Деф-ция под действием нагрузки в 140 кг/см2 при 50°С, % за сутки | Коэф. линейного расширения, 105 см/см ·°С | Теплопроводность 104 · кал/см·сек·°С | | температура формования, °С | тем-ра формы, °С | тем-ра толка-теля, °С | при 4,6 кг/см2 | при 18,5 кг/см2 | | опти-мальная | мини-мальная | | Ударопрочный полистирол | 135-177177-185182-193 | 120140- | 49-6452-6449-60 | 78-12178-121116-121 | 106-110118-125- | 82-88-- | 66-82-78-90 | 2,1-2,82,0-2,5- | 7,8-9,17,8-9,16-8 | 1,0-3,01-32,4-3,3 | | Полистирол, подвергнутый двумерному рас-тяжению | 221-232 | - | - | - | - | - | - | 0,6 | 6,4 | 3-4 | | Сополимер сти-рола с акрилони-трилом | 149-177 | 140-160 | - | - | - | 87-128 | 77-88 | 64-101 | ~ 4,8 | 4,8-11,2 | | Сополимер сти-рола с акрилони-трилом и бута-диеном (АБС-пластик) | 154-171 | - | - | 100-104 | 102 | - | 84-88 | - | - | - |
В технологическом процессе производства деталей для МТС применяются следующие способы вакуум-формования: формование непосредственно под действием вакуума, формование на пуансоне, вакуум-формование с обжатием и охлаждением на пуансоне. Формование непосредственно под действием вакуума (негативное вакуум-формование) — это наиболее старый и простой способ. Формуемый лист укрепляют над формой или формовочной камерой вручную при помощи прижимной рамы, что предотвращает попадание воздуха в полость формовочной камеры в процессе формования. К поверхности зажатого листа подводят нагреватель. После того, как лист размягчится, нагреватель удаляют и в формовочной камере создают разрежение. В результате лист мгновенно втягивается в ее полость. Формование на пуансоне. Разновидностью метода вакуум-формования является формование на пуансоне, расположенном в формовочной камере. Лист, зажатый в прижимной раме на некоторой высоте от формы, нагревается, а затем вручную или механически подводится к форме. При формовании этим способом получают изделия с наибольшей толщиной стенки в верхней части. Поскольку лист термопластичного материала подвергается значительной вытяжке вдоль стенок формовочной камеры, образуется большое количество отходов. Вакуум-формование с обжатием и охлаждением на пуансоне. Непосредственное вакуум-формование изделий из жестких листовых термопластичных материалов изучено довольно подробно. Однако ряд трудностей возникает при формовании из листов, которые в широком интервале температур обладают высокой эластичностью и упругостью. К таким термопластам относятся некоторые сополимеры акрилонитрила и 6утадиена со стиролом, которые обладают высокой эластичностью, а также пластифицированный поливинилхлорид. В подобных случаях отдают предпочтение так называемому вакуум-формованию с обжатием на пуансоне. Лист материала нагревается и затем под действием разрежения втягивается в полость вакуумной камеры так же, как при свободном вакуум-формовании. После вытяжки листа на достаточную глубину в вакуумную камеру вводится пуансон. Когда упоры соприкасаются с корпусом вакуумной камеры, разрежение снимается. Нагретый упругий лист стремится вернуться в первоначальное положение, но, соприкасаясь с холодным пуансоном, плотно облегает его и застывает, образуя изделие заданной формы. Некоторые специалисты считают целесообразным соединять пуансон с вакуумной линией. Это обеспечивает получение изделий более точной формы. Формование обычно проводят на пневматическом прессе с верхним расположением цилиндра. Часто снаружи пресса устанавливаются нагреватели. Для изготовления элементов внешней формы и интерьера была разработана и изготовлена с учетом особенностей применения АБС-пластиков и технологии вакуум-формования специальная оснастка из МДФ в моделей (рис. 8 – 10). Этот материал хорошо обрабатывается и пригоден для изготовления до 20 отпечатков. 
Рис. 8. Модель для формования панели передней правой двери. 
Рис. 9. Модель для формования панели крыши. 
Рис. 10. Модель для формования панели задней стенки и накладки задней стенки. 2.4. Способы крепления и способы установки деталей МТС из полимерных композиционных материалов. Крепление элементов внешней формы и интерьера на МТС осуществляется различными методами: • на стекольном клее-герметике на каучуковой основе;
• механическим способом:
а) на заклепках;
б) с помощью резьбовых соединений. Для сокращения времени технологического процесса изготовления кузовов и кабин МТС разработчиками был предложен способ одновременной установки внешних панелей и панелей интерьера. При этом способе повышается надежность соединения панелей с кузовом и уменьшаются технологические зазоры между соседними внешними панелями вследствие их упругой связи с каркасом, созданной путем нанесения на каркас утолщенных полос клея-герметика, обеспечивающих более значительную возможность тепловых и механических деформаций. Внешнюю панель формуют с выступающими с внутренней стороны гребнями, между которыми приклеивают шумоизолирующие плиты. Осуществление разработанного способа применения полимерного конструкционного материала показано на примере изготовления крыши кабины МТС. Из полимерного конструкционного материала путем вакуумного формования изготавливают внешнюю панель крыши 1 и панель 2 интерьера (рис. 11), образующую потолок салона. К панелям 1, 2 приклеивают шумоизолирующие плиты 4, 5 из вспененного полимера с теплоизолирующим покрытием. На балки 6, 7 каркаса наносят полосы 10 клея-герметика, полимеризующегося при комнатной температуре, и укладывают на них панель 1. Одновременно панель 2 соединяют с балками каркаса крепежными элементами 12. Технический результат – сокращение времени технологического процесса путем совмещения по времени операций изготовления из полимерного конструкционного материала внешних панелей и панелей интерьера и одновременного крепления их к каркасу. 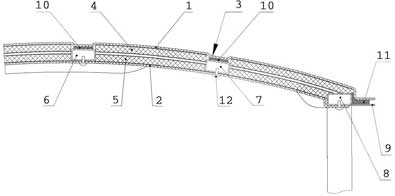 Рис. 11. Установка внешней панели крыши и обивки потолка:
1 – панель крыши; 2 – обивка потолка; 3 – плоские гребни; 4 и 5 – шумоизолирующие плиты; 6 и 7 – трубчатые балки прямоугольного профиля каркаса крыши; 8 – трубчатая балка дверного проема; 9 – полка трубчатой балки дверного проема; 10 и 11 – клей-герметик; 12 – крепежные элементы. На вышеуказанный способ применения полимерного конструкционного материала подана заявка на изобретение. 3. Комплексные испытания. За 2007-08 г.г. были проведены комплексные испытания МТС двух видов: государственные приемочные испытания и ресурсные испытания. Во время данных испытаний по применяемым материалам, в т.ч. по полимерным композиционным, используемых при изготовлении элементов внешней формы и деталей интерьера, замечаний не было. 
Рис. 12. Приемочные испытания на Кубанской МИС.
Обработка почв культиватором. 
Рис. 13. Приемочные испытания на Кубанской МИС.
Преодоление брода. Государственные приемочные испытания. В 2007 году опытные образцы МТС (базовое шасси, самосвал и самосвал для перевозки кормов) были отравлены своим ходом на Кубанскую машинно-испытательной станцию. Во время испытаний МТС участвовали в пробегах по дорогам общего пользования и пересеченной местности (предгорья, грунтовые дороги и броды), выполняли сельскохозяйственные операции и перевозили сыпучие и штучные грузы (рис. 12 и 13). Ресурсные испытания. В 2008 году с февраля по июль на Автополигоне НАМИ были проведены ресурсные испытания МТС по согласованной методике проведения испытаний на специальных дорогах (тяжелая грунтовая дорога, «бельгийская мостовая», дорога с неравномерно расположенным булыжником и т.п. (рис. 14)). 
Рис. 14. Ресурсные испытания на Автополигоне НАМИ.
Специальная дорога с крупным булыжником.
В заключение можно сказать, что новейшие современные решения в автомобилестроении приводят к росту потребления полимерных материалов в автомобильной промышленности. В современном легковом автомобиле доля использования технических пластмасс составляет 14,5 % от веса автомобиля, в том силе нетехнические пластмассы 63%, полиамиды 13%, АБС – пластики – 9%, поликарбонат – 5%, ПЕТ/ПБТ – 6%, прочие 4%. В связи с постоянно повышающимися требованиями к качеству и внешнему виду изделий из полимерных материалов, а также с общемировыми тенденциями к снижению затрат в автомобильной промышленности, наблюдается увеличение доли композиционных материалов в общем объеме потребления конструкционных полимеров для автомобилей. Проведенные комплексные испытания МТС показали, что применяемые материалы, в т.ч. полимерные композиционные, используемые при изготовлении элементов внешней формы и деталей интерьера соответствуют предъявляемым требованиям. Сократить время технологического процесса на частном примере производства полимерных изделий при производстве МТС возможно – путем совмещения по времени операций сборки внешних панелей и панелей интерьера и одновременного крепления их к каркасу. При этом связь панелей с каркасом через широкие толстые полосы клея-герметика будет обеспечивать прочность их соединения с одновременным обеспечением возможности большей допустимой их деформации за счет эластичности полос клея-герметика. По материалам доклада «Использование композиционных полимерных материалов при создании новых средств развития транспортной инфраструктуры на примере семейства МТС»
Т.Д. Дзоценидзе – зам. генерального директора ФГУП «НАМИ», к.т.н., с.н.с.,
М.А. Козловская – науч. сотрудник ФГУП «НАМИ»
| 













