
Предисловие Современный мир уже нельзя представить без применения полимерных изделий технического и бытового назначения. Вместе с тем, обладание возможностями выпускать пластмассовые изделия обходится довольно дорого и сопровождается немалыми техническими сложностями. То есть, с одной стороны, имеет смысл затевать производство пластмассовых изделий только при ожиданиях их больших продаж как отдельных простых товаров, либо в составе собственных сложных изделий массового спроса. А с другой стороны, нет смысла организовывать новое производство сложного и дорогого оборудования, ибо его и так в обороте более чем достаточно. А как же быть тем, кому не по карману дорогостоящие машины, но пластиковые детали нужны как воздух? А как быть тем, у кого потребность в пластмассовых изделиях для собственного производства невелика? А как быть тем, у кого нет больших площадей, которых требует иное оборудование для обработки пластмасс? А как быть тем, кому часто требуются единичные пластмассовые изделия разной формы и размеров? Все эти вопросы - отражение двух проблем. Проблемы отсутствия простого, дешевого оборудования для изготовления пластиковых предметов разных размеров и проблемы отсутствия дешевой и простой технологии изготовления пластиковых предметов как в единичных экземплярах, так одновременно и во множестве. Хотя нет, простой способ изготовления всяких полимерных штучек вроде бы и есть, но вот его технологические машины... Вот о преодолении этого "но", снимающего многие приведенные вопросы, и пойдет речь далее. То есть и пользующееся внушительным спросом неразорительное по ценам оборудование может существовать, и простая технология вполне осуществима, например, для внушительной группы технических и пищевых полиэтиленов. Общая часть - это то, что для начала следует знать всем неосведомленным и что знающие специалисты могут пропустить Ротационное формование (rotomolding) достаточно простой технологический процесс, который имеет ряд уникальных преимуществ, позволяющих ему занимать важное место в линейке основных методов переработки пластмасс. Ротационное формование позволяет: - изготавливать полые изделия - изготавливать крупногабаритные изделия объемом до 36 куб.м. - изготавливать изделия сложной формы с возможностью изменения толщины стенки без изменения формы. - заформовывать металлические детали - изготавливать сразу несколько разных изделий - получать изделия без внутренних напряжений и без ориентации полимера Процесс состоит из 4-х этапов: 1. Загрузка полимера в форму
Чаще всего используется порошкообразный полиэтилен низкой плотности. 2. Формование изделия в камере нагрева
В камере нагрева происходит вращение формы вокруг двух осей со скоростью около 10 об./мин. В следствии чего полимер расплавляется и равномерно распределяется по стенкам формы. 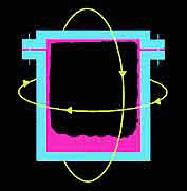
3. Охлаждение формы с изделием
Форму охлаждают либо водой, либо потоком воздуха, при этом форма продолжает вращаться пока полимер внутри не затвердеет.
4. Извлечение изделия из формы
Форму раскрывают и извлекают из нее изделие. Краткая характеристика потенциала рынка "Технология ротоформовки используется на зарубежном рынке с начала 60-ых годов прошлого века. По этой причине, уровень технологии и её внедренность в другие отрасли там носит законченный характер, а рынок имеет достаточно сформировавшийся вид и находится в стадии циклически сменяющих друг друга роста и падения. В СССР эта технология тоже была известна, но сильно засекречена , так как с помощью неё производили легкие подвесные баки для самолетов и иную продукцию ВПК, и только с распадом Союза она стала динамично развиваться и начал формироваться свой рынок. В данный момент российский рынок ротоформовки переживает стадию бурного роста, но относительно рынка США, российский оборот в этой отрасли оценивается в 140 раз меньше. При том что американский рынок перерабатывает около 500 тыс. тонн материала в год. Российский еле дотягивает до 3,2 тыс. тонн. Потенциал российского рынка можно аналитически расчитать, сравнив его с рынком США..." Это выдержка из статьи, в которой далее выводится потенциал российского рынка из объема рынка США. Только вот параметры расчета избраны в статье какие-то странные. Не потенциальная потребность экономики соответствующего уровня развития, а потребность на душу населения. Хотя даже просто из сопоставления расхода материалов с масштабами стран понятно, что российские потенциальные потребности никак не могут быть покрыты существующими у нас объемами производства. Более подробные сведения о технологии и ситуации можно почерпнуть хотя бы вот здесь:
http://www.anion-msk.ru/technology/rotomolding/ Типичные машины Как ни странно, простота принципа действия ротационной формовки (РФ) почему-то породила каких-то технологических монстров для получения изделий таким способом. Причины могут быть разные. От моды на сложные решения и умственной инертности до выгодности изготовления намеренно усложненного оборудования. Правда крупногабаритные изделия требуют и оборудования соответствующих размеров, но если присмотреться, то видишь, что: а) простоте принципа РФ противоречит сложность и вес (достигает десятков тонн) оборудования, которым достигается технологический результат; б) габариты оборудования, требующие для своей работы зоны, достигающей нескольких сотен квадратных метров просто несопоставимы с размерами получаемых изделий довольно простых конфигураций и легких по весу. 
Наиболее типичные и распространенные машины - это "многорукие" установки карусельного типа. На руки-шпиндели устанавливаются формы, а карусель проносит эти формы последовательно через все операции формовки. Цены на новые ротоформовочные машины могут лежать в пределах от 500 тысяч до 2-4 миллионов долларов. На подержанные в пределах 80-500 тысяч долларов. Формы В отличие от сложных, мощных, дорогостоящих форм обработки пластмасс давлением ротоформовочные формы легки, просты и могут изготовляться хоть в слесарной мастерской из обычной тонколистовой стали. Литые алюминиевые формы требуются больше для изделий очень замысловатой формы, а полированные формы из нержавейки для изделий с глянцевой поверхностью. Да и нержавейка здесь необходима лишь для формирования внутренней поверхности, а каркас формы может быть любой. 
Типичные изделия... 
...и их типичный перечень ПЛАСТИКОВЫЕ БАКИ, ЕМКОСТИ, РЕЗЕРВУАРЫ Емкости и изделия для автономной канализации (септики, канализационные пластиковые колодцы, очистные сооружения, системы канализации, локальные и дачные канализации, канализации загородного дома) Емкости для нефтепродуктов Системы очистки воды Емкости для питьевой воды Емкости для химикатов Резервуары для воды Пластиковые баки для воды Топливные баки Баки и емкости для дизельного топлива, солярки, жидкого топлива Емкости и баки для транспортировки веществ Пластиковые емкости пищевые Емкостное оборудование Емкости для кислот и др. агрессивных сред ПЛАСТИКОВЫЕ ИЗДЕЛИЯ ДЛЯ ТРАНСПОРТА И ПРОМЫШЛЕННАЯ ПОЛИМЕРНАЯ ТАРА Дверные ручки Пластмассовые дорожные ограждения и знаки Барьеры для ограждения зоны работ Багажники Пластиковые поддоны и паллеты, пластиковые европоддоны Панели приборов Системы труб Подкрылки Пластиковая тара, тара пластмассовая и полимерная Тележки для супермаркетов ПЛАСТИКОВЫЕ КОНТЕЙНЕРЫ Контейнеры для транспортировки IBC-контейнеры Барабаны/пластиковые бочки Контейнеры для авиаперевозок Контейнеры-термосы Изотермические контейнеры Термоизолированные контейнеры Контейнеры для деревьев ПЛАСТИКОВЫЕ ИГРУШКИ, ИГРОВЫЕ КОМПЛЕКСЫ И ИЗДЕЛИЯ ДЛЯ ДОСУГА Домашние игрушки Мячи Пластиковая мебель садовая, дачная и др. Санки Игрушки для плавания Игровые площадки и комплексы Головы и туловища кукол Бассейны Корпусные детали для аудио и видео техники ПЛАСТИКОВЫЕ ИЗДЕЛИЯ ДЛЯ ДОМА Пластмассовые поддоны Емкости для мусора Емкости для мяса и рыбы Упаковка ПЛАСТИКОВЫЕ ИЗДЕЛИЯ ДЛЯ ИСПОЛЬЗОВАНИЯ НА ВОДЕ Поплавки для причалов Облицовка бассейнов Ограждения для доков Прогулочные суда/лодки Каяки/байдарки/катамараны Игровые комплексы и горки Спасательные пояса/круги ПЛАСТИКОВЫЕ ИЗДЕЛИЯ ДЛЯ МЕДИЦИНЫ Кислородные маски Носилки Ящики для медицинских образцов Зубоврачебные кресла Коляски для инвалидов Манекены ПЛАСТИКОВЫЕ ИЗДЕЛИЯ ДЛЯ СТРОИТЕЛЬСТВА И ГОРОДСКОГО ХОЗЯЙСТВА Мусоропроводы Колодцы Туалетные кабины Урны Плафоны для фонарей Почтовые ящики и ящики для газет ПЛАСТИКОВЫЕ ИЗДЕЛИЯ ДЛЯ СЕЛЬСКОГО ХОЗЯЙСТВА Кормушки и поилки для животных Домики для животных Емкости для удобрений и опрыскивающей техники РАЗНОЕ Крышки для люков Корпуса для машин и приборов Ящики для инструментов Оборудование ________________________________________
МОБИЛЬНОЕ УСТРОЙСТВО РОТАЦИОННОЙ ФОРМОВКИ (концепция машин, технологии, состава производства и новых товаров) Общее замечание При внимательном рассмотрении принципов работы существующих машин выплывают два существенных противоречия, дефекта подхода к проектированию оборудования. Во всяком случае для тех форматов машин, одни из которых могли бы быть предназначены для небольших изделий с размерами до 1 метра, а другие для изделий размерами до 1,5-2 метров. Как раз типоразмеры изделий в таких рамках и являются наиболее массовыми. 1. Существующие машины являются шпиндельными. То есть масса установленной на машину формы и само устройство не могут быть сбалансированы по центру вращения формы и это вызывает необходимость в массивности передающих вращение устройств, приводе большой мощности и, соответственно, большом расходе энергии на движение, большим габаритам оборудования. 2. Второй недостаток типичных установок в том, что система вращения, перемещения форм конструктивно неразрывно связана с камерами нагрева, охлаждения. Это тоже влияет и на габариты машин, и на неизбежную потребность в больших площадях для размещения оборудования, и на производительность технологии. Иными словами, в технологии практически отсутствуют линейки простых, экономичных, компактных машин специально для ротационной формовки легких изделий небольших и средних размеров. Конечно же на существующих машинах можно формовать изделия любых размеров, но для малых и средних изделий это крайне не практично с точи зрения больших затрат на оборудование, излишней трудоемкости, не экономичности процесса вообще. Иными словами, ситуация такова, что имеет смысл изыскать возможности построить простые, легкие, дешевые машины формования и запустить с их помощью производство пластмассовых изделий, с одной стороны, и производство новой формовочной техники на продажу, с другой стороны. Сущность решения проблемы Техническое решение проблемы состоит в отказе от неразрывной схемы: привод с формой - камера нагрева, а также в отказе от шпиндельного способа вращения форм (одноточечная опора) и применении осевой двухточечной опоры вращения. 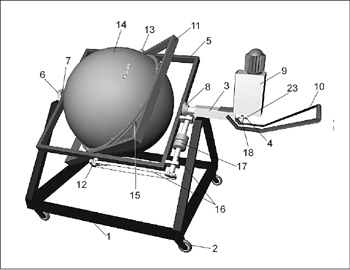
Мобильное устройство ротационной формовки (далее МУРФ) состоит из двухстоечной тележки 1 с колесами 2. На стойках тележки неподвижно закреплены передняя втулка 3 для крепления передней пустотелой оси 4 внешней трубчатой рамы 5 и задняя втулка 6 для крепления задней пустотелой оси 7 внешней рамы. На передней втулке в свою очередь крепятся также неподвижная коническая шестерня 8, съемный блок 9, содержащий привод и устройства электрического, электронного управления всей системой, и ручка 10 для перемещения тележки. Внешняя рама 5 имеет в себе внутреннюю трубчатую раму 11. Внутренняя и внешняя рамы связаны между собой пустотелыми осями 12 и 13 с заглушенными торцами, расположенными перпендикулярно оси вращения внешней рамы. Таким образом, обе трубчатые рамы, имеющие оси вращения 4, 7 перпендикулярные осям вращения 12, 13, представляют собой шарнир Кардана, внутри которого расположена съемная форма 14, внутренняя полость которой соединяется с полостью внутренней рамы посредством трубок 15. Для передачи вращения от неподвижной шестерни 8 к оси внутренней рамы 12 существует Г-образная комбинированная передача 16 с передаточной управляемой муфтой 17, позволяющей регулировать направление и частоту вращения внутренней рамы. Передача движения от привода на переднюю ось осуществляется через шестерню 18. Оси 4, 7, 12, 13 имеют отверстия 19, соединяющие полости осей с полостями труб, через которые оси проходят. Для упорядочения циркуляции воздуха в системе внутри труб рам существуют заглушки 20. Для внешнего разогрева форм МУРФ закатывается в термокамеру, в дверях которой существуют вырезы, ибо некоторые элементы МУРФ не должны подвергаться нагреву и остаются вне термокамеры. Для внутреннего разогрева и охлаждения форм воздух или другой агент подается через полость 23 в передней оси внешней рамы. 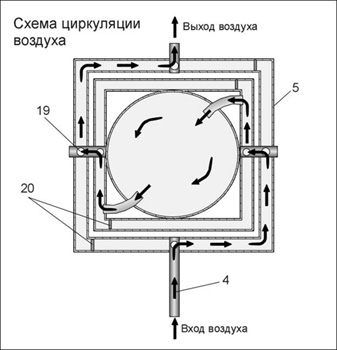
Устройство работает следующим образом. Привод 9 через шестерню 18 приводит в движение переднюю ось 4, которая проходит внутри неподвижной втулки 3 и вращает внешнюю раму 5. Вращение внешней рамы зацеплением за неподвижную шестерню 8 вызывает вращение элементов комбинированной передачи 16, приводящей в движение ось 12, на которой закреплена внутренняя рама 11 с формой 14. В результате чего форма вращается в двух плоскостях. Особенности конструкции Одним из отличий предлагаемой конструкции от типичного для ротационного формования оборудования является опора вращающегося узла на две оси - точки. Из этого следует, что в процессе эксплуатации, установки форм вращающийся узел может быть относительно легко уравновешен относительно центра вращения, как передвижением формы в плоскости внутренней рамы, так и применением дополнительных противовесов. При этом не требуется точная балансировка. Дисбаланс может составлять как 200 грамм, так и 10 килограмм. Важно чтобы он не был чрезмерным. Дело в том, что частота вращения форм обычно колеблется в границах 5 - 20 оборотов в минуту, а при такой скорости вращения не возникают разрушающие вибрационные нагрузки. Так что даже существенный дисбаланс безвреден. Важно чтобы дисбаланс не вызывал необходимости в существенной дополнительной мощности привода для его преодоления. Из относительной уравновешенности системы вытекает, что двигатель для поддержания ее в движении требуется маломощный и проблемы только в стартовом моменте, если форма окажется слишком массивной. Однако это маловероятно, ибо технологический процесс проходит при атмосферном давлении внутри формы и поэтому формы тонкостенные - легкие, а привод редукторный, мощный из-за большого передаточного отношения. Другая особенность МУРФ - ничем не ограниченная многочисленность экземпляров. В типичных машинах этого профиля их производительность и удобство в эксплуатации упирается в количество шпинделей карусели. МУРФов из-за их простоты и дешевизны при одной-двух термокамерах может быть неограниченное количество с заранее и постоянно установленными разными формами. Не требуется останавливать процесс формовки при смене форм (как этого требует шпиндельная схема). Просто одна тележка выкатывается из термокамеры, а любая другая закатывается. Производительность увеличивается. Наличие подвижного по вертикали, съемного привода и управления еще больше упрощает тележки как таковые. Тележек может быть любое множество, а блоков привода и управления достаточно двух: для того МУРФ, который в термокамере и который уже выкачен из нее и охлаждается, вращаясь. Если же учесть, что тележки с формами не участвующие в ближайшее время в работе могут храниться на складе форм, то нетрудно представить как мало места по сравнению с существующими машинами требуется для обеспечения технологического процесса. Вертикальная подвижность привода необходима еще и для того, чтобы в процессе работы с формами можно было бы привод слегка приподнять, освободив шестерни от сцепления, и провернуть рамы вручную. Еще одна особенность МУРФ в том, что для вращения на двух перпендикулярных осях используется один привод. Обычно в карданных конструкциях их два - отдельные для каждой рамы. А также особенность МУРФ в том, что возможна формовка пластика вообще без применения термокамеры. Раз МУРФ не привязан конструктивно к внешнему источнику тепла в виде термокамеры, как это есть в типичных машинах, то можно использовать нагнетание горячего воздуха или другого агента внутрь формы вместо ее внешнего нагрева. Надобность в термокамере отпадает, а форма для сохранения тепла может прикрываться теплоизоляционным кожухом или чехлом, вращающимся вместе с формой. По окончании формовки собственный нагревательный элемент отключается или подача тепла со стороны перекрывается и через форму продувается уже холодный воздух. Этот способ разогрева форм более экономичен, если он циркуляционный, ибо энергия не теряется на разогрев термокамеры и тележки. Охлаждение формы идет интенсивнее при снятой теплоизоляции, позволяя проводить внешнюю обдувку, спрыскивание формы. Поэтому кожух, чехол делаются механически или электро-механически сдвижными, убирающимися и во время вращения формы.
При использовании же термокамеры продувка формы теплым воздухом может быть использована для предварительного прогрева формы. Тогда время нахождения формы в камере сокращается. Растет производительность. Ограничительным габаритным условием для форм в такой конструкции является контур вращения внутренней рамы. Например, если внутренняя рама имеет размер 1х1 метр, то на нее можно поместить форму (без теплоизоляционного кожуха) которая должна вписаться в контуры цилиндра диаметром 1 метр и длиной 1 метр, ось которого совпадает с осью вращения внутренней рамы. При размерах внутренней рамы 1х1 метр термокамера для МУРФ имеет внутренние размеры примерно 1,5х1,5х1,5 метра. По этому примеру можно представить себе насколько такое устройство меньше, легче, прозводительнее, дешевле типичной машины при производстве изделий малых и средних размеров. Многоцелевое производство из узких ресурсов? Конечно же натурное воплощение идеи требует технических средств, организации производства, которое способно идею осуществить осязаемо. Причем совсем не обязательно иметь в своем распоряжении буквально все оборудование для изготовления всего, что требуется. Специфические узлы и детали, для которых требуется специальное оборудование, персонал заказываются там, где это все есть. Подшипники, например, приборы управления есть уже готовые, а передающие узлы вроде муфт и шестеренок без проблем делаются по заказу. Поэтому перечень основного оборудования для производства МУРФов характерен для заурядного производства заурядных же металлоизделий. Это гильотинные ножницы, пила резки металла, сверлильный, токарный и фрезерный станки, пресс, сварочный аппарат, точило, трубогиб и еще разная мелочь. Однако возникает вопрос, а что еще сможет делать заурядное производство металлоизделий? Оно может делать формы для МУРФов. Правда тогда к перечисленному оборудованию желательно добавить станок лазерного раскроя металла для изготовления криволинейных деталей для форм. Но вот незадача. Установка лазерной резки дорогая, а используется мало. Нет для нее удовлетворительного объема работ внутри предприятия. Фигурные детали заказывать на стороне? Дорого, долго, неудобно. Брать заказы со стороны? Таких умников, купивших специфические машины и не знающих чем их загрузить, хоть пруд пруди. Выход однако прост - делать и другую продукцию кроме формовочных машин и форм к ним. Продукцию самостоятельную, а не заказную, чтобы иметь возможность сбалансировать выпуск того или иного в зависимости от внутренних потребностей. А по характеру такую, чтобы рационально загружала все оборудование и персонал. Да, для производства металоизделий можно подобрать товар для выпуска, но это не означает, что будут зримые гарантии его продажи. Дело в том, что по многим причинам мелкосерийное, серийное, да и часто массовое производство изделий в России держится весьма примитивных изделий узкого профиля. Либо чисто металлических, либо чисто пластиковых. В результате их функциональные, качественные, дизайнерские свойства весьма и весьма низкие. Тем не менее, спрос есть вполне достаточный и по причине ценовой доступности, и по причине отсутствия других. Есть-то спрос есть, да вот распределяется он между таким множеством мелких и средних предприятий, что сбыт схожей продукции нового производителя весьма проблематичен. Даже при квалифицированном маркетинге. Что же делать? А вспомнить, что созданные здесь же машины делают пластиковые изделия. Следовательно, нет препятствий делать самим не только машины ротоформовки, но и комбинированные изделия, которые недоступны отдельным предприятиям металлического или пластмассового профиля. Обладая возможностью выпускать комбинированные металло-пластиковые изделия по тем же ценам и того же назначения, что есть сейчас на рынке можно оттяпать солидную долю уже освоеного и гарантированного рынка, не опасаясь на ближайшие годы серьезной конкуренции. Ибо конурентам придется перестраивать свои производства вынужденно, а это и потеря времени, темпа, и трудности финансирования из-за снижения доходов. Таким образом, выстроив достаточно качественно участок металлоизделий, в данном случае можно из этого иметь: а) производство ротоформовочных машин; б) производство пластмассовых иделий разного назначения; в) обеспечение пластмасового производства формами; г) производство металлоизделий разного назначения; д) производство комбинированных металло-пластиковых изделий разного назначения. Отсюда следует, что налицо возможности не идти исключительно проторенной, со временем кончающейся тупиком дорогой по выпуску типичных изделий ротоформовки. Слишком много фирм делают одно и то же. Стратегию и тактику следует нацелить на: а) пластиковые изделия не выпускаемые никем более (пример таких изделий далее в главе "Перспективы"); б) массированное вторжение в устоявшийся рынок металлических и пластмассовых изделий с более качественными и функциональными комбинированными металло-пластиковыми изделиями. Вот как раз пример такого изделия и рассматривается далее. Оно создано недавно в чисто металлическом образце и пока еще в товарное производство не внедрялось. Вот подробная информация об изделии: http://k200.ru/k200/tt2/index.htm Существует довольно обширный рынок ручных транспортных тележек производственного назначения. Характеризуется эта продукция ограниченной функциональностью моделей, отвратительным внешним видом и часто высокой трудоемкостью изготовления. Вот и было задумано изделие необычайно простое в производстве, с широкой функциональностью и изящным дизайном - тележка-трансформер внушительной грузоподъемности и большой вместимости при малых габаритах и при этом более чем умеренной себестоимости. Она сама по себе в металле в общем-то может составить конкуренцию многим моделям рынка, но если ее оснастить не металлическими, а пластиковыми расширениями, навесными элементами, то она станет внеконкурентным изделием на освоенном рынке с гарантированными продажами. Правда и маркетинг должен быть подстать товару - качественный, квалифицированный. Ибо немало случаев провала хороших затей по причине бездарного маркетинга, рекламы. Для комплектования тележек разной функциональности можно делать пластиковые корзины, ящики, ведра, баки, полки. Пластик много практичнее железа в данном случае. Цвет любой, красить не нужно и, соответственно никогда не будет облупленным, не ржавеет, нет острых краев, легче чем металл, достаточно прочен и весьма красив. Особенно здорово будут выглядеть этажерки съемных полок. Их можно попытаться сделать целиком пластиковыми, но, пожалуй, привлекательнее и проще они будут на стойках из дюралевой трубы. Применение пищевого полиэтилена автоматически открывает возможность делать тележки для пищевых производств, не прибегая к алюминию или нержавейке, ибо даже сама несущая конструкция может быть пластмассовой с закладными упрочнениями из стали. То есть внеконкурентные по цене. Вот это и есть пример комбинированного изделия с высокими потребительскими свойствами, которое попутно обеспечивает сбалансированность производства. Ведь речь о сбалансированности возникла при констатации факта, что дорогое оборудование лазерной резки может оказаться в простое. Заготовка корпуса тележки может вырезаться лазером. Вот и загрузка оборудования. С другой стороны, снижается трудоемкость. Не нужно будет заниматься резкой листа, вырубкой углов и сверлением отверстий в заготовке корпуса. Перспективы: взгляд вперед Вообще-то нет особых препятствий к тому, чтобы делать МУРФы любых габаритов. Хоть с рамами 3х3 метра, хоть с рамами 4х4 метра. Правда при этом теряется очень привлекательная мобильность. Устройства становятся очень тяжелыми, неповоротливыми и вручную их уже не сдвинуть. Но с другой стороны, можно расширить объемные возможности достаточно легких МУРФов с метровой или полутораметровой внутренней рамой. Для этого достаточно вытянуть рамы узла вращения в длину перпендикулярно оси вращения наружной рамы, скажем, до 2-х метров. Тогда цилиндрический контур, в который должна вписаться форма станет вдвое объемнее, длиннее. А также ничто не мешает делать на мобильных МУРФах элементы составных, сборных крупногабаритных изделий. Ведь достаточно просто можно сварить из метровых секций емкость, конструкцию сколь угодно большого размера в длину или разветвленную. Все это касается вопроса производства изделий с помощью МУРФов, рынок для которых открыт. А раз так, то тогда есть еще и вопрос перспектив производства самих МУРФов, как оборудования на продажу. И тут нужно прикинуть порядок хотя бы основных материальных издержек и трудовых затрат, которые в числе прочего войдут в цену единицы оборудования. За основу возьмем МУРФ с внутренней рамой 1 кв. метр. Причем ориентироваться нужно на производство простых элементов и максимальное применение покупных сертифицированных узлов. Это облегчит последующую сертификацию всей машины. Для начала определимся с примерной комплектацией, расходом материалов. Основное, минимальное - это то, что обеспечит работоспособную машину с простейшими функциями для простейших изделий. То есть без автоматики контроля температуры и частоты вращения, времени формовки, нагнетания и подогрева воздуха, термоизоляции формы, передаточной муфты. В этом случае процесс проходит просто по часам. Частота вращения формы постоянная - 10 об. мин. Минимальное оснащение. 1. Основание тележки и рамы поворотного узла весом суммарно 40 кг - 1000 р. 2. Колеса - 1500 р. 3. Узел передачи - 2000 р. 4. Оси, шестерни, втулки - 2000 р. 5. Подшипники - 500 р. 6. Привод - 24000 р. 7. Вентилятор обдува для охлаждения - 5000 р. 8. Заготовка, сборка 8 н/ч - 1400 р. Итого: 37400 р. Термокамера. 1. Каркас и обшивка термокамеры суммарно 475 кг - 11900 р. 2. Устройство нагрева и рециркуляции воздуха с автоматом контроля температуры - 20000 р. 3. Теплоизоляция 15 кв. м. (0,6 куб м. техноблок) - 1800 р. 4. Окраска - 2700 р. 5. Заготовка, сборка 8 н/ч - 1400 р. Итого: 37800 р. Дополнительное оснащение. 1. Блоки автоматики двигателя, температурного и временного режима, - 50000 р. 2. Датчики - 400 р. 3. Передаточная муфта - 3000 р. 4. Воздуходувка - 12500 р. 5. Термоизоляция формы - 5000 р. Итого: 70900 р.
----------------------------------------------------------------------------------------------------------------------
Всего: 146100 р. + 20% неучтенные издержки = 185500 р. (7340$) То есть по материалам, входящим узлам и труду издержки на минимальную комплектацию составляют примерно 3600$, а на полную 7340$. Но это все с термокамерой вместе в обеих комплектациях. Если удасться осуществлять формование с помощью внутреннего продува горячего воздуха через форму, то из суммы полного оснащения можно будет вычесть расходы на термокамеру. А если не удасться, то отбросить расходы на термоизоляцию формы. В любом случае добавления сюда прочих цеховых, административных, социальных и других издержек, а также плановой прибыли, заводская цена на полный комплект оборудования вряд ли перевалит границу 10000$. Каждая дополнительная тележка без привода будет по цене где-то 500-550$. Цифры просто несопоставимые с ценами на типичное оборудование той же или даже меньшей производительности. Расширение взгляда вперед В предыдущей главе уже говорилось, что положительный сдвиг в функциональности и качестве товаров, которого нет у конкурентов непременно означает рост сбыта при том условии, что и маркетинг тоже будет качественным. Но там имелись в виду товары для удовлетворения непосредственных потребностей, а в этой главе речь идет о производстве оборудования. И потребитель иной, и назначение товара иное, и уровень цен несопоставимый. Вот тут и возникает куча вопросов. Где гуляет будущий потребитель МУРФов? Кто он конкретно? Для чего и насколько ему может быть нужна эта машина? Можно, конечно, плодить МУРФы просто наугад, исходя из того, что раз рынок для товарных изделий есть, то и желающие с малыми затратами его заполнить найдутся. Спрос пробудится так или иначе, но какой? А можно пойти и другим путем. Предложить на продажу не только технологическую машину, но еще и технологию изготовления товаров. И причем товаров, которых на рынке завались, потребность в которых велика, но делаются они по высоко затратной технологии с высокой трудоемкостью и технической сложностью. Тогда знаешь кому и зачем предлагать новое оборудование. То есть опять то же самое условие как и раньше. Будет сдвиг в функциональности и качестве конечного товара - будет сдвиг и в продаже оборудования для его производства. Да, спрос родить нельзя, но можно создать условия, которые породят спрос. Это давно известно. И верх совершенства спровоцировать спрос на машины у того, кто никогда и не думал, что ему могут эти машины понадобиться. Но это все так, пока что просто словоизлияния на тему спроса, сбыта и туманных намерений. Что и где делать конкретно так до сих пор и непонятно. Был бы хоть какой-нибудь вшивенький, наглядный примерчик для иллюстрации... Ладно, примерчик так примерчик. Давайте выйдем на городскую улицу. Мы мгновенно оказываемся в окружении технических изделий самых разнообразных форм и размеров, обладающих всеми признаками пригодности к изготовлению ротационной формовкой, но в настоящее время производимых способом, который можно было бы назвать техническим надругательством над материалами. Это изделия из полимеров. Это изделия пустотелые. Это изделия разноцветные. Эти изделия должны быть устойчивы к любым погодным условиям. Теперь уже понятно, что речь об элементах наружной рекламы - буквах, световых коробах, логотипах. Почему до сих пор никому не пришло в голову делать все это ротационной формовкой, а не мучаться с вырезанием, изгибанием, склейкой или сваркой пластиков? Причем с постоянной угрозой разрушения швов, их протеканием и прочими прелестями ручного производства единичных изделий. Вероятно ответ не так уж сложен. Даже на всем протяжении Невского проспекта в Петербурге или Садового кольца в Москве в наружной рекламе не найдется и двух совпадающих по форме или размерам элементов. Иными словами, если для каждого из них делать свою форму, то при единичности этих форм и неприменимости их нигде и никогда более просто вылетишь в трубу. Изготовление букв будет долгим и дорогим. А если не делать форм для отливки букв? Или, вернее, не делать привычных в нашем понимании форм? Нет форм - нет и проблем времени и стоимости. Технический парадокс? Как делать формованное изделие, не применяя форм? Можно. Отсутствие форм, как мы их понимаем в техническом обиходе вовсе не означает отсутствие каких-то формообразующих элементов вообще. Но это предмет отдельного изобретения или ноу-хау. Вот мы и нашли, как обширную группу очень вероятных заказчиков, покупателей малых ротоформовочных машин, так и создали для них приманку применения этих машин. Ведь по ориентировочным подсчетам цена, например, объемной буквы, изготовленной ротоформовкой ниже обычной в 5 раз, а время изготовления втрое меньше. Может быть даже не следует привлекать их как покупателей. Достаточно разослать изготовителям наружной рекламы предложения на изготовление объемных элементов дешевле, быстрее и лучше, чем это у них выходит сейчас. Убиваются два зайца. Провоцируется спрос на оборудование и выгода от заказов рекламных агентств на буквы. Ну, а конкретные применения ротоформовочных машин в существующих производствах нужно искать еще. Конечно же эти применения найдутся. Хотя бы и в производствах металоизделий, о которых речь шла в предыдущей главе. Правда во всей этой логичной привлекательности внедрения ротоформовочных машин в рекламный бизнес могут оказаться и подводные камни. Например, выгорание цветов в используемых для ротоформовки полимерах под действием солнечных лучей. Нужно либо что-то подбирать не выгорающее, либо ограничиться изготовлением белых, прозрачных объектов, которые потом будут раскрашены обычным порядком - цветными пленками. Правда, вроятно, это скорее проблема низкокачественного сырья. Цвет качественного не выгорает. С другой стороны, объемные, пустотелые элементы оформления без внутренней подсветки тоже очень часто используются в дизайне. Для их привлекательности применяют технологию металлизации пластиковых поверхностей, создающую эффект золочения, серебрения, хромирования. Так что, если говорить о проекте в целом, то вполне имеет смысл затеять производство машин в русле новых возможностей, обставиться патентами, ноу-хау и царствовать на рынке в своей, свободной от конкурентов, единоличной некоторое время нише. Здесь почти безграничные возможности для пионеров держаться все время в отрыве от последователей путем совершенствования оборудования и обновления продуктов. © Андрей Басов, 2008 г., С-Петербург basoff@online.ru | 













