 Результаты термоформования Результаты термоформования
Во-первых, было проведено исследование оптимизации, в ходе которого было определено количество талька как 30 % по массе, а содержание эластомера было ограничено 10 – 20% по массе. Соотношение в рецептуре было составлено на основании различных соотношений HMS PP и hPP. Было проведено компаундирование рецептуры и экструзия листа. Оценки устойчивости различных составов к провисанию представлены на Рисунке 4. Эти результаты ясно показывают, что 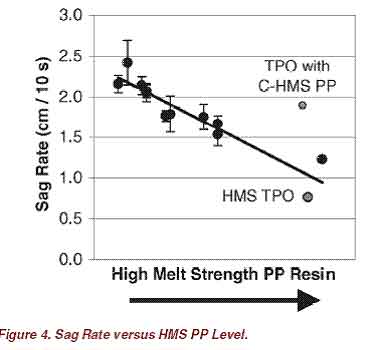
Рисунок 4. Скорость провисания в зависимости от количества полипропилена с высокой прочностью расплава.
Максимальное увеличение количества HMS PP в составе привело к получению самых низких скоростей провисания, и, следовательно, самой высокой устойчивости к провесу. По мере того, как увеличивалось количество полипропилена с высокой прочностью расплава, в дополнение к повышенной устойчивости к провесу также повысилась однородность материала в конечной формованной детали, а также улучшились эстетические параметры конечных деталей. Особенно интересно отметить, что два образца с наименьшей скоростью провеса были теми же образцами, у которых была установлена наименьшая вариативность измеренных скоростей провисания, что указывает на повышение степени однородности формования. Был также приготовлен образец, в котором заменили C-HMS PP на HMS PP, а затем измерили устойчивость к провисанию. Этот образец отмечен зеленой экспериментальной точкой на Рисунке 4. Реологические свойства HMS PP по сравнению со свойствами CHMS PP ясно показывают повышение устойчивости к провисанию у рецептур HMS TPO. Оптимизированная рецептура HMS TPO с максимальной устойчивостью к провисанию отмечена красной экспериментальной точной, указанной на Рисунке 4.[5] Затем рецептуру HMS TPO сравнивали с рецептурой традиционного TPO из Таблицы 1, который имеется на рынке. Сопоставление параметров устойчивости к провисанию этих двух материалов дано на Рисунке 5. Как показывают колонки на рисунке 5, HMS TPO потребовалось примерно на 22 секунды больше, чтобы достигнуть такого же провисания, что и у традиционного ТРО. Скорость провисания обоих материалов показана линией на Рисунке 5. 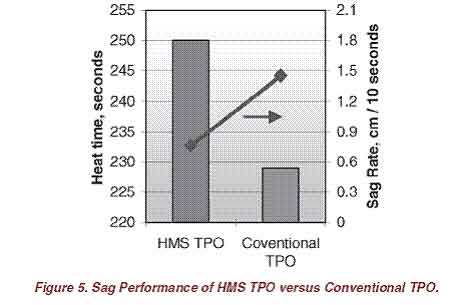
Рисунок 5. Рабочие параметры провисания HMS TPO по сравнению с традиционным ТРО.
Скорость провисания HMS TPO была почти наполовину выше скорости провисания традиционного TPO. Эти результаты также были подтверждены более полномасштабными термоформовочными испытаниями. Эти результаты показывают, что HMS TPO обеспечивают значительно улучшенные параметры устойчивости к провисанию по сравнению с традиционными ТРО, что обеспечивает в результате повышение однородности при формовании. Также в связи с тем, что лист нагревается дольше, можно использовать более высокие температуры листа в процессе формования, а это обеспечивает более высокую повторяемость параметров формования и деталей готовой продукции, а также более низкие уровни брака за счет таких факторов, как решетчатая конструкция и однородность толщины. | 













