
1. Суть современных тенденций развития теории и методов оценки качества продукции
Сформулированные и широко реализованные к настоящему времени идеи в области качества промышленной продукции первоначально начали разрабатываться после 2-й мировой войны американцем У.Э. Демингом в Японии. Основная суть научного подхода по Демингу - учение о вариабельности (статистическое мышление): все процессы и их результаты подвержены изменчивости, т. е. вариабельности. Качество продукции, услуг, жизни людей будет тем выше, чем меньше вариабельность всех процессов, протекающих в обществе. Но "борьба" с вариабельностью требует специфического анализа причин ее происхождения- внутреннюю, присущую тому или иному процессу, и внешнюю, не присущую процессу как таковому. Специальные причины вариаций надо выявлять и устранять путем непосредственного вмешательства в данный процесс, а общие причины требуют изменения, совершенствования самого процесса. Для улучшения качества следует применять методологию цикла Шухарта - Деминга, вербально выраженную в стадиях: планируй - выполняй - проверяй (изучай) - корректируй [P-D-C-(S)-A]. Деминг рассматривал "человеческий фактор" влияния на вариабельность как основной для решения проблемы обеспечения и повышения качества. Сейчас в этом вопросе принято ориентироваться на правило Джурана "85/15" или соотношение самого Деминга "98/2", в которых числитель относится к проценту проблем качества, за решение которых ответственны руководители, а знаменатель - к проценту проблем качества, возникающих из-за исполнителей (по их вине или объективно трудно выявляемым и управляемым особенностям "человеческого фактора" исполнителей).
Принципиальная современная концепция обеспечения, регулирования и управления качеством промышленной продукции начала складываться в 20-х годах и уже в 30-е годы текущего столетия образовалась довольно стройная система СКК (статистического контроля качества). Его задача сводилась к минимизации расходов на контроль качества при условии, что будет получена своевременная, достоверная и наглядная информация о фактическом положении дел в технологическом процессе, обеспечивающая оперативную выработку управленческих решений, направленных на непрерывное поддержание требуемого качества продукции.
Таким образом, речь шла об организации эффективной и экономичной информационной системы, помогающей персоналу в достижении целей, стоящих перед предприятием. Оказалось, что для ее четкого функционирования нужна строгая регламентация, которая воплотилась в систему стандартов на статистические методы контроля качества. Первым был американский военный стандарт MS105D, предназначенный для определения объема выборки от партии продукции, который обеспечивает требуемую надежность суждения о качестве всей партии на основании результатов фактического измерения характеристик только у извлеченной выборки.
Следующий важный этап наступил в середине 50-х годов, когда Дж. Бокс (английский статистик, работающий в США) предложил метод эволюционного планирования промышленных экспериментов (ЭВОП). В нем содержится ряд идей, которым суждено было совершить коренной переворот во взглядах на то, как надо управлять технологическим процессом. Раньше считалось, что рабочий или мастер всегда знают, как оптимально управлять объектом, но не используют это знание только из-за отсутствия современной информации. Отсюда роль системы контроля качества - добыча и представление искомой информации. Появился новый тезис: выработка оптимального управления столь сложна, что рабочий как правило не знает, как его найти. Система сама должна вырабатывать управляющие импульсы. Это значит, что она перестает быть чисто информационной (пассивной) и превращается в инструмент текущего управления технологическим процессом.
Никто не согласен ждать, пока объект выработает нужную информацию, а целенаправленно изменяют технологические режимы, конечно, в достаточно узких пределах, чтобы не получить брак, и в сравнении результатов находят ответы об оптимальных, в данный момент управляющих качеством действиях.
Оказывается, что стабильное поддержание некоторого раз и навсегда заданного оптимального режима - совсем не благо, поскольку представляется маловероятным, чтобы такой режим вообще существовал. Все изменяется, и задача управления заключается не в стабилизации, а в адаптации, причем непрерывной.
Получается, что в ходе процесса вырабатывается не только продукция, но и информация о текущем положении оптимума, а такая информация дорого стоит.
Далее, уже в середине 60-х годов в Японии появились собственные разработки, приведшие к развитию и внедрению систем управления качеством продукции в масштабах фирм, промышленных компаний, всей страны. В настоящее время они же являются катализаторами в общемировом масштабе. Так, сформулированы принципы нового метода, называемого Структурированием Функции Качества (в английском оригинале - Quality Function Deployment). Этот метод был разработан в Японии и до недавнего времени был засекречен от американцев и европейцев больше, чем любое конкретное know-how; для разработки конкурентоспособной продукции весь мир широко применяет комплекс методов, известный под названием "Методы Тагути", по имени их создателя Г. Тагути.
Для первоначального сбора и анализа информации применяются так называемые семь простых методов, которыми на передовых фирмах обязаны владеть абсолютно все работники "от уборщицы до президента компании", и которые позволяют решать от 50 до 95% всех возникающих проблем. Эти методы используются на предприятиях в России, Беларуси, но весьма эпизодически, не на уровне рабочих.
Для анализа более сложных ситуаций применяются семь новых методов, а также так называемые методы решения проблем, которыми обязаны владеть все менеджеры высшего уровня; эти методы практически не применяются в СНГ. Наконец, совсем новые изобретения управленческой мысли - бенчмаркинг и реинжениринг. Бенчмаркинг - это систематическое сопоставление тех или иных элементов собственной деятельности с лучшими аналогами в целях взаимного усовершенствования. Реинжениринг - это методология революционной перестройки компании в целях прорыва на новые уровни конкурентоспособности. Эти методы практически неизвестны в России, Белоруссии.
2. Инструменты оценки качества продукции Итак, отмечено, что от 50 до 90% проблем в области качества продукции могут быть успешно решены с помощью семи простых инструментов статистического управления процессами:
1. контрольные листки,
2. гистограммы,
3. диаграммы Парето,
4. причинно-следственные диаграммы Исикава,
5. точечные диаграммы (разброса или облака, поля корреляции),
6. стратификация - расслоение данных,
7. контрольные карты. Каждый из перечисленных инструментов в отдельности и в сочетании с другими может применяться в любой последовательности - в зависимости от конкретных решаемых задач. Эти инструменты обязаны применять все работники, независимо от положения в служебной иерархии и доли влияния на конечный результат, т. к. на качество продукции влияют все без исключения. Однако звенья системы управления качеством, от которых зависят инженерные решения, должны использовать в дополнение более сложные статистические инструменты:
1. анализ петли качества до запуска в производство и после, с момента его начала (off-line и on-line);
2. анализ соотношения "сигнал-шум";
3. расчет и анализ функции потери качества;
4. расчет и анализ индексов воспроизводимости.
Перечисленные более сложные статистические инструменты, детально разработанные и введенные в современную практику Г. Тагути, позволяют с наибольшей эффективностью создавать робастные изделия, технологии, оборудование (подробнее об этом - см. следующий раздел).
Наконец, для руководителей (менеджеров) производства в арсенале инструментов, с помощью которых решаются проблемы качества продукции, имеются семь новых:
1. диаграммы сродства;
2. графы связей;
3. деревья - иерархические структуры;
4. матричные диаграммы;
5. многомерный статистический анализ;
6. блок-схемы процессов принятия решений;
7. сетевые графики (система ПЕРТ). Вся система рационального и эффективного применения инструментов оценки качества продукции основывается на сознательном использовании важных представлений:
* автономизации (форма организации процесса в виде взаимосвязанных сотрудников - рабочих, инженеров, управляющих - каждый из которых оказывается одновременно и потребителем и поставщиком и нуждается в собственных системах входного и выходного контроля);
* "дуракоустойчивости" (определенная система блокирования, препятствующая перемещению бракованной продукции с одной операции на другую; применение экспрессных и дешевых процедур измерений, контролируемых параметров качества, прежде всего органолептических, создающих в целом иллюзию достижения "нулевого дефекта");
* принципа "точно вовремя" (т. е. требуемая продукция безупречного качества и в нужном количестве должна оказаться в данном месте в заданное время, что, естественно, связано с реализацией идеи бездефектного производства);
* стиля принятия решений путем систематического поиска консенсуса по проблемам качества в группах специалистов и всех участников производства (группы переменного состава; цель обсуждений - выявление всех возражений против обсуждаемого решения);
* использование концепции "улучшения - каждый день", т. е. эволюционного совершенствования качества (в Японии этот путь называется "Кайзен", в Европе - Re-Engineering).
В целом, важно устранение не самих дефектов, а их глубинных причин. 3. Функция потерь качества и индексы воспроизводимости, назначение допусков на параметры качества продукции
Качество - категория противоречивая и неоднозначная. Г. Тагути предлагает измерять качество теми потерями, которые вынуждено нести общество после того как некоторый товар произведен и отправлен потребителю.
Основные идеи методов Тагути можно кратко сформулировать так:
* качество продукции определяется полными потерями для общества, и величина этих потерь (функция потери качества) пропорциональна квадрату отклонения показателя качества продукта от номинала;
* разрабатываемые изделия, процессы, услуги должны обладать робастностью (устойчивостью) по отношению к возможным внешним воздействиям и иметь минимальный разброс показателей относительно номинала;
* минимизация функции потери качества и создание робастного продукта (процесса, услуги и т. п.) осуществляется методами планирования эксперимента.
Г. Тагути определяет качество продукции следующим образом [1]: "Качество - это те потери, которые продукция причиняет обществу с момента ее отгрузки, и которые не связаны с потерями, возникающими из-за присущих ей функций". Чтобы иметь возможность выражать потери количественно, Тагути ввел понятие о функции потерь качества - ФПК. Он предложил описывать потери простой квадратичной функцией (см. рис. ):
L(y) = k(y - m)2, (1)
где L (от английского Loss) - потери, исчисляемые в рублях (долларах, иенах и т. п.), y - значение параметра (характеристики), k - коэффициент пропорциональности между потерями и квадратом отклонений параметра от номинала, m - заданное значение параметра (номинал). 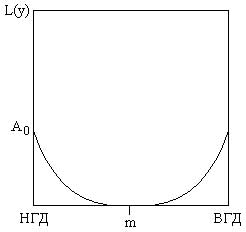
Рис. 1. К оценке функции потерь качества продукции. Коэффициент k просто определить, так как на границе поля допуска продукция бракуется, и стоимость браковки данной продукции А0 известна. Поэтому имеем: А0 = к ∆02, откуда к = А0/ ∆02 , где ∆0 - это разность между границей допуска и номиналом (см. рис. 1), т. е. 0 = m - НГД = ВГД - m (для случая симметричного допуска, что в общем случае не обязательно).
Этот подход приводит к фундаментальному пересмотру самого понятия допуска и кардинально изменяет взгляд на то, для чего и в какой степени он нужен. При традиционном подходе все изделия, лежащие между верхней и нижней границами допуска (ВГД и НГД на рис. 1) - имеют одинаковое и максимально возможное качество, тогда как все изделия за границами поля допуска бракуются, т. е. не имеют никакого качества (см. пунктир на рис. 1). По Тагути любое отклонение ведет к потерям, а границы поля допуска - это некие искусственные величины, имеющие только второстепенное значение. Тагути предлагает свой подход к их назначению: он предлагает назначить допуска таким образом, чтобы потери общества и потери изготовителя продукции в том случае, когда характеристики попадают на границу поля допуска, были равны. Тогда: 
где А - стоимость браковки у изготовителя.
Допуск изготовителя ужесточается обратно пропорционально корню квадратному из соотношения стоимостей браковки у изготовителя и у конечного потребителя. Как правило, стоимость отказа у потребителя во много раз больше стоимости отказа у изготовителя, поскольку допуск у изготовителя ужесточается многократно. На самом деле, при работе по методологии Тагути, он оказывается еще более жестким, т. к. Тагути предлагает учитывать и такие факторы как старение и износ комплектующих в течение срока их службы, а также не стопроцентную вероятность качественной замены при отказе.
Забракование продукции часто однозначно ее замене, потери от чего составляют величину u; тогда из (1) K = V/ ∆2. Конкретный вид функции потерь зависит от величины V и интервала допуска, точнее - количества условных единиц внутри интервала допуска.
Вариация измеряется отклонением от цели или идеального значения. Поэтому ее можно найти даже для одного изделия. Если же важно знать потери, связанные с изготовлением партии изделий, необходимо определять среднее квадратическое отклонение и согласовывать выход годного (т. е. процент продукции, приемлемой для потребителя при существующем уровне производства). Для этого определяется дисперсия ( σ2), или, точнее, средний квадрат ошибок:
σ2 ≈среднее от (y - m)2. Следовательно, функция потерь в таком случае примет вид: L = k σ2.
Таким образом, методы Г. Тагути направлены на то, чтобы при разработке изделия обеспечить выпуск продукции не только с заданным номиналом, но и с номинальным разбросом вокруг этого номинала, причем разброс этот должен быть максимально нечувствителен к неизбежным колебаниям различных внешних воздействий. Для этого Тагути предлагает проводить целенаправленный факторный эксперимент, результаты которого используются для разделения всех факторов, влияющих на процесс: на те, которые влияют в основном только на разброс и те, которые влияют на среднее значение - номинал. Если это удается сделать, то с помощью факторов первой группы обеспечивается выпуск продукции, соответствующей номиналу, после чего факторы второй группы выбираются так, чтобы минимизировать разброс продукции вокруг номинала. Критерием оптимизации при этом служит отношение "сигнал /шум", которое тем лучше, чем оно больше. Это отношение - новый показатель качества.
Задача оптимизации качества продукции вместо двухкритериальной в рассматриваемом здесь аспекте становиться однокритериальной - по отношению "сигнал/шум"; по нему и следует выбирать наиболее робастный режим.
Современная методология контроля, регулирования и управления качеством основывается на использовании так называемых индексов воспроизводимости качества (ИВК). Они явились своеобразным развитием известных сравнительных коэффициентов точности, широко используемых в специальной технической литературе и учебниках по качеству, точности и взаимозаменяемости.
Описанный выше подход к назначению допусков хорошо согласуется с использованием ИВК (или ИВП - т. е. индексом воспроизводимости процессов). Первым и самым простым среди ИВК является индекс Ср, который в наиболее общем виде определяется соотношением: 
Обычно за интервал поля допуска принимают размах ВГД - НГД, где USL и LSL - соответственно верхняя и нижняя границы поля допуска (см. рис.). Что же касается диапазона распределения изделий по тому или иному параметру, то здесь существует громадное число способов, которыми его можно оценить. Один из самых простых и наиболее распространенных заключается в том, что за ширину распространения принимают интервал +3σ, где σ - так называемое стандартное отклонение. В этих обозначениях формула для индекса Ср приобретает следующий вид:
Ср = /(6σ ).
Значение Ср показывает, во сколько раз ширина поля допуска больше фактической ширины соответствующего распределения. При этом использование 6-сигмового интервала в качестве эталона подразумевает принятие неявного предположения о нормальном распределении данного параметра.
Таким образом, одна из исходных задач введения ИВК заключалась в том, чтобы с помощью легко определяемого числа характеризовать процессы по проценту брака. Следует отметить, что различные фирмы устанавливают для своих процессов различные критические значения Ср:
для процессов существующих / новых 1.33 / 1.50
для обеспечения безопасности, прочности и для критических параметров
процессов существующих / новых 1.50 / 1.67
Многие японские производители (компания "Фарб" и другие) ориентируется на значение Ср = 1.33, когда + 3 занимает 75% допуска; заводы "Рено" во Франции - на Ср = 1.00.
Индекс Ср никак не связан с положением центра распределения внутри поля допуска. Поэтому были предложены и другие индексы, характеризующие точность настройки качества (процесса) на середину поля допуска, например,
Срк = Ср(1 - К), где
 m - генеральное среднее данного распределения.
Индекс, чувствительный к смещению распределения по отношению к заданному значению номинала, Срт = /( 6 T),
где σ т2 = 2 + ( + σТ)2 , где Т - допуск, наиболее тесно связан с ФПК. Известен и применяется ряд других ИВК.
Одним из интересных следствий их использования совместно с ФПК оказывается то, что процессы с большими значениями соответствующих ИВК, не дающие 100%-ного выхода годных, оказываются более выгодными (т. е. наносят меньший ущерб обществу), чем процессы с более низкими значениями индексов, но со 100%-ным выходом годных.
Ужесточать допуска бессмысленно, поскольку это приводит к удорожанию продукции, а значит, к увеличению потерь для покупателя. Более высокое качество означает обеспечение тех же самых функций с меньшими потерями для покупателя. ФПК по Тагути позволяет перевести технические характеристики изделия и его составляющих в деньги, т. е. естественным образом связывает технические параметры со стоимостными показателями, создавая одновременно возможность разработчикам различных узлов и элементов полноценно общаться друг с другом. Формулируется 8 причин, способствующих широкому использованию ИВК (ИВП):
1. Удобная количественная мера описания вариабельности качества (процессов);
2. Простое и дешевое средство как количественная характеристика сравниваемых изделий.
3. Универсальное средство для современного аудита, т. е. периодической проверки соответствия того или иного процесса заданным требованиям;
4. Простые количественные показатели при проверке настройки оборудования, планово-предупредительных
ремонтах и т. п.;
5. Удобная мера оценки контроля состояния и мера совершенствования качества, процесса;
6. Средство для решения проблем с выбором поставщиков, для сравнения поставляемого сырья и комплектующих, стимуляции поставщиков;
7. Средство для активизации продаж собственной продукции, сравнения ее уровня с приемлемым для рынка;
8. Средство общения на "одном языке" поставщиков и покупателей, рабочих и высших управляющих. 4. Робастные изделия, технологии, оборудование и системы управления качеством.
Робастность - это устойчивость (т. е. нечувствительность) функциональных характеристик продукции (объектов) к изменениям шумовых факторов. Чтобы обеспечить робастность производства, надо начинать программу работ уже на стадии предварительного проекта. В ходе проектирования можно позаботиться обо всех видах шумовых факторов. Если же заняться этим только на стадии конструирования или в самом ходе технологического процесса, то останется возможность воздействия лишь на те шумы, которые обусловлены неполадками технологического процесса. При этом главные причины вариации характеристик продукции останутся вне влияния. Эта точка зрения имеет принципиальное значение. Можно выделить три источника вариаций, обусловленных так называемыми шумами или факторами ошибок:
а) внешние шумы, которые порождаются вариациями условий окружающей среды (такими как влажность, пыль, индивидуальные особенности человека и т. п. );
б) шумы, обусловленные старением, износом и т. п., или внутренние шумы, которые возникают при хранении или эксплуатации изделий;
в) производственные неполадки, приводящие к различиям между изделиями даже внутри одной партии продукции.
Задача заключается в том, чтобы минимизировать отклонения функциональных характеристик изделий от заданных значений. Причем, и это характерная особенность методов Тагути, экономически эффективный путь минимизации видится в таком проектировании изделия и процесса его промышленного производства, которое обеспечивает как можно меньшую чувствительность всех этапов производства к влиянию внешних и внутренних шумов. Иными словами, общая цель "инженерии" качества состоит в том, чтобы производить изделия, которые устойчивы к любым шумовым факторам.
В итоге - процесс создания (проектирования) продукции с позиций современных представлений оптимизации качества следует разделять на три этапа:
1) проектирование системы, направленное на создание базового прототипа, обеспечивающего выполнение желаемых или требуемых функций; на этом этапе выбираются материалы, узлы, блоки и общая компоновка изделия;
2) выбор параметров (это введено Тагути) заключается в том, чтобы выбрать значения (их часто называют уровнями) переменных, задающих как можно более близкое к желаемому поведение узлов, блоков и всей системы; выбор производится по критерию робастности при условии обеспечения номинала;
3) разработка допусков на готовую продукцию. Это заключительный шаг инженерных разработок. Надо найти такие допуски, которые были бы наиболее экономически оправданным. При этом важно учитывать как потери, обусловленные отклонениями от номинала, так и потери, связанные с введением большого числа типоразмеров комплектующих узлов. 5. Обобщенные критерии качества деталей (отливок) из полимерных материалов (ПМ)
Под качеством отливок из ПМ понимают совокупность свойств, обуславливающих их способность удовлетворять определенным требованиям, соответствующим назначению. Отдельные свойства выражают единичным показателем качества ( ЕПК); это допуски на размерные показатели шероховатости и волнистости поверхности, допустимые отклонения от геометрической формы и взаимного расположения поверхностей, внешний вид изделия.
Уровень качества отливок оценивают дифференциальным (Д), комплексным (К) и смешанным (С) методами; (Д) основан на использовании ЕПК; (К) требует применения обобщенного показателя качества (ОПК), причем ОПК = f(ЕПК).
Обобщенный показатель качества выражают главным показателем (это разность между суммарным полезным эффектом от эксплуатации и потребления продукции и суммарными затратами на ее создание); смешанный метод (С) требует ОПК для нескольких разнородных групп ЕПК.
Обобщенный критерий качества равен:

где n - количество учитываемых ЕПК; Ki - оценка i- го ЕПК; Ki = f(Pi/Piэт); Piэт, Pi - оптимальное значение и количественная оценка i- го ЕПК; f - функция, в частном случае равна Pi/Piэт.
Для расчета Кобщ отливки требуется определить необходимое и достаточное количество ЕПК и весомость mi каждого из них (mi определяется методом экспертных оценок); например, ЕПК для точных отливок - это размеры, форма, высокая прочность, внешний вид; для отливок точных электротехнических добавляются параметры электрофизических свойств; для предметов бытовых - внешний вид.
Возможно предложить следующую классификацию математических задач оптимизации критериев качества отливок.
А. Задача обеспечения наивысшего качества отливок - (ЗОНК). Она возникает при одновременной оптимизации технологических режимов и конструкционных параметров формы; наиболее часто ЗОНК возникает при проектировании технологического процесса литья небольших партий ответственного назначения.
При применении комплексного метода (К) формулировка ЗОНК предполагает однокритериальную оптимизацию, а при методах Д и С - многокритериальную оптимизацию. Опыт проектирования САПР форм показывает, что количество числовых параметров, однозначно определяющих конструкцию литьевой формы, весьма велико, часто более 100. ЗОНК - типичная задача оптимизации, усложненная т. н. "проклятием размерности". Строгое решение пока не разработано, требуются специальные эвристические методы оптимизации.
Б. Задача обеспечения экономически обоснованного качества (ЗОЭК). Она достигается одновременной оптимизацией технологических параметров литья и конструктивных размеров формы с целью обеспечения высокого уровня качества при минимальных экономических затратах. ЗОЭК - двухкритериальная задача, для которой существует целое семейство оптимумов по Парето, каждый из которых одновременно является решением двух (т. н. сопряженных) задач оптимизации. ЗОЭК позволяет стремится к максимальному качеству при условии З З0, где З0 - экономически оправданный уровень затрат, а З - минимальные затраты при фиксированном качестве отливок К0.
В. Задача оптимизации качества отливок за счет изменения технологии литья (ЗОКт). Она возникает при использовании существующей оснастки.
Задача двухкритериальная (качество отливки и затраты на их изготовление), но ее размерность существенно ниже (обычно не более 5 технологических параметров: Тр, Тф, впд, охл, Р).
Г. Задача оптимизации качества отливок за счет изменения конструкции формы (ЗОКк) - пятимерная задача, для которой разработаны эффективные алгоритмы. Необходимость в ее решении возникает перед конструктором, когда влияние технологического режима и литьевой формы можно считать независимыми.
Д. Задачи частичной оптимизации ( ЗОКт, ч.о.), (ЗОКк,ч.о.) обычно ограничиваются одним или двумя наиболее важными параметрами.
Аналогично задачам оптимизации при определении конструкторских и технологических допусков погрешностей формы (коробления), требуется решать задачи прогнозирования (индекс П): (ЗПНК), (ЗПЭК), (ЗПКт), (ЗПКк), (ЗОКт,ч.о), (ЗОКк,ч.о.), (ЗПКФ). Последняя - это прогнозирование качества отливки при заданных фиксированных технологических режимах литья и конструкции оснастки.
Понятно, что (ЗПК) = f(ЗОК).
Особенно трудоемки ЗОНК, ЗОЭК, ЗОКк, поскольку для новых конструктивных изменений требуются новые формы или части их.
Решения перечисленных задач требуют применения методов аналогий, теории управления, регулирования. При этом очень важно точно классифицировать и выделять доминирующие переменные технологического процесса, которые, как известно, подразделяются на входные, промежуточные, выходные и целевые. Входные независимые переменные состоят из регулируемых и нерегулируемых (возмущающих) переменных;
промежуточные переменные - это входные переменные, определяемые по окончании отдельных стадий процесса;
выходные переменные характеризуют уровень стабилизации (точность, изменение во времени) входных и промежуточных переменных процесса;
целевые переменные непосредственно ответственны за качество процесса литья и его экономичность.
Для установления и количественного описания связей между указанными переменными используют методы регрессионного анализа. В этом случае для решения ЗПКФ требуется определить показатель точности входа, затем методами регрессионного анализа определить передаточные функции, связывающие показатели точности входа и точности выхода, и использовать полученный в результате их матричного перемещения показатель точности выхода для оценки качества отливки. Такой подход ограничен недостаточной точностью метода регрессионного анализа. 6. Дополнительные требования для обоснования обобщенного критерия качества деталей (отливок) из полимерных материалов А. Условие заполняемости литьевой формы т. е. получение отливок без недоливов.
Указанное условие носит характер ограничения.
В режиме контроля заполняемости формой зависимость усадки от режимов литья и реологических характеристик термопласта (так называемая "чувствительность усадки") в 3 - 10 раз более ярко выражена, чем в режиме контроля заполняемости термопластавтоматом. В последнем случае размерная точность отливок, определяемая "чувствительностью усадки", также в 3- 10 раз ниже при контроле формой по сравнению с контролем термопластавтоматом.
Это условие может быть записано так:
tзап < tзап max [Qпоток]/Vотл
где tзап - время заполнения формы, а tзап max - его предельное значение (следует отметить, что tзап - прогнозируемое время); Qпоток - поток потерь, соответствующий максимальному давлению литья (Pmax также максимальное прогнозируемое давление литья); Vотл - объем отливки.
Записанное условие наиболее оптимально для крупногабаритных тонкостенных отливок. Для остальных типов отливок более строгое условие заполняемости в режиме, контролируемом термопластавтоматом, будет:
Pmax < Kp Pпред,
где Kp < 1; Kp = 1/(1 + n)-1; Pпред - предельное возможное давление литья (на данном термопластавтомате); n - реологический показатель расплава полимера. Б. Условие отсутствия облоя.
Облой по периметру отливки возникает, если Fраспл Fзамык; при этом, где Fраспл - усилие, возникающее в полости замкнутой и заполненной формы; Fзамык - усилие, создаваемое термопластавтоматом при смыкании полуформ друг с другом; Pi - давление в i- том элементе; Spi - площадь проекции i- того элемента на поверхность разъема формы.
Если Fраспл Fзамык на стадии заполнения формы, то получение отливок без грубых дефектов невозможно;
если Fраспл Fзамык только на стадии подпитки, то безоблойные отливки, в принципе, возможно получить за счет точного регулирования подготавливаемой дозы расплава;
если Fраспл max заполн < Fзамык, то возможно безоблойное литье для точных крупногабаритных отливок в одногнездных формах (здесь Fраспл max заполн - прогнозируемое максимальное распорное усилие на стадии заполнения);
если Fрасп max < Fзамык, то для большинства отливок это означает условие гарантированного отсутствия облоя (здесь Fрасп max - прогнозируемое максимальное распорное усилие). В. Критерий погрешности формы отливки
Этот критерий может быть записан в виде:
Kп,ф = f (U2)
где U - объемная усадка; Кп,ф - среднее по времени отклонение усадки полимерного материала от средней по объему усадки (количественно характеризует изменение локальной усадки по объему отливки).
Для большинства точных отливок необходимо обеспечить жесткие требования по величине отклонений от заданной формы; регламентируются предельные значения неплоскостности, непрямолинейности, несоосности, радиального и торцевого биения.
Если бы тензор локальных усадок был одинаков во всех точках отливки, то ее форма точно соответствовала бы полости оснастки. Однако усадка по объему отливки может изменяться в 2 - 4 раза. Эта нестабильность является основной причиной отклонений от заданной формы.
Теоретически этот критерий может быть определен так:
- рассчитывается локальная усадка во всех точках объема отливки;
- с помощью численных методов теории упругости в 3-х мерных телах рассчитывается коробление (прогноз) отливки;
- определяются (на основе расчета коробления отливки) параметры всех контролируемых отклонений от заданной формы (неплоскостность, непараллельность, несоосность и т. д.).
Однако все эти расчеты не всегда эффективны, очень сложны и объемны из-за необходимости использовать численные методы при большом числе конечных элементов, на которые разбивается тело отливки. Г. Критерий точности размеров отливки - Кр.т
Этот критерий использует известное соотношение для расчета допусков размеров отливки, а именно:
Tт = Тпф + укл + изн + UL,
где Тт - технологический допуск размера отливки; Тпф - допуск соответствующего размера полости формы; укл. - погрешность размера от величины технологического уклона; изн. - погрешность размера от износа, старения и т. п. причин; L - номинальное значение размера; U - погрешность размера от колебания усадки материала и усадочной деформации отливки.
Слагаемое UL дает максимальный вклад в величину допуска Тт. Точное вычисление UL требует оценки амплитуды возмущения технологического процесса, которая в свою очередь зависит от следующих факторов:
а) размаха колебания технологических параметров;
б) нестабильности режимов литья;
в) чувствительности усадки, соответствующей каждому контролируемому размеру по всем указанным возмущениям.
Чувствительность усадки можно оценивать по ее изменению при увеличении возмущения от 0 до максимальной величины, но практически это трудно осуществить.
Для оптимизации критерия Кр.т. применяют упрощенный подход, основанный на существовании определенной корреляции: Кр.т. = V; где V - усредненная по времени и объему отливки усадка. Д. Обобщенный критерий качества отливки (в аддитивной форме для записи) имеет вид: 
Предикаты 1 и 2 - соответственно условия заполнимости и отсутствия облоя, и выбираются в зависимости от назначения отливки. Если точность размеров отливки важна, а точность формы несущественна, то = 1, = 0; если наоборот, то = 0, = 1; если оба фактора существенны, то > 0; >1. Поскольку Кр.т. и Кп.ф. положительно коррелируют между собой, то результат оптимизации слабо зависит от параметров и .
7. Вычислительные алгоритмы оптимизации качества деталей (отливок) из полимерных материалов
Эти алгоритмы должны ориентироваться на два критерия: Кобщ и З (экономические затраты на изготовление одной отливки). При этом необходимо, чтобы Кобщ min; З min (З = f [ ц], где ц - продолжительность технологического цикла; Кобщ уменьшается при уменьшении времен ц и выд (времени выдержки под давлением); зависимости Кобщ от других параметров обычно экстремальны. А. Вычислительный алгоритм (технологической оптимизации).
При его реализации принимают следующие условия для регулирования технологических параметров процесса:
* температура расплава Тр должна находится в диапазоне Тпластификации полимера Тдеструкции полимера;
* температура формы Тф должна находится в диапазоне Тзастывания полимера Тсистемы термостабилизации;
* давление литья ограничивается предельным значением Рпред для выбранного термопластавтомата;
* время выдержки под давлением впд застывания впускного литника;
* время цикла ц ограничивается требованиями затвердевания литниковой системы.
Алгоритм "технологической" оптимизации предусматривает:
1) Выбор ц - из условий застывания литниковой системы.
2) Численную оптимизацию в четырехмерном параллелепипеде - при Тр min, Tp max, Тф min, Тф max, впд min, Рлитья min, Рлитья max - по критерию Кобщ.
Для этого используют алгоритмы Хука- Джевса с одномерной оптимизацией по методу "золотого сечения" до достижения требований: З min; Кобщ Кобщ заданное. Б. Вычислительный алгоритм "конструкторской оптимизации".
Программное обеспечение позволяет для каждого литникового канала формы учитывать заданные при расчетах 2 4 геометрические характеристики. поэтому даже при оптимизации литьевой формы средней степени сложности размерность оптимизации может быть 20 30 и более, так что строгое решение невозможно. Оба критерия: Кобщ и З зависят от гнездности, схемы впускных каналов, размеров и объема литников.
Из общих принципов химической кибернетики вытекает, что влияние литникового канала на точность отливок всегда негативно:
1) в канале непроизвольно расходуется энергия на перемещение полимера;
2) точность отливки снижается благодаря действию дополнительных возмущений, вызванных нестабильностью условий течения на границах литникового канала.
Имитационное моделирование позволяет оптимизировать схему впусков в формующую полость. Размеры туннельных, точечных и других типов впускных литников определяются возможностями их отделения от отливки и не являются объектом оптимизации на основе имитационного моделирования. Если объем литников увеличивается, то это приводит к увеличению ц и З.
Имитационное моделирование показывает, что влияние литниковых каналов на Кобщ не существенно при заполнении в режиме, контролируемом ТПА.
Возможно сформулировать две эвристики.
1. Наилучшей является конструкция литниковой системы, не оказывающей влияние на процессы в оформляющей полости формы. Учитывая это, задачу оптимизации поперечных сечений каналов по tЗ и Кобщ можно свести к нахождению набора поперечных сечений каналов, удовлетворяющих условию:
при этом суммарный объем литниковой системы должен быть минимален.
2. У оптимальной формы отношение максимального перепада давления при заполнении к объему канала постоянно. Это уточнение эмпирического принципа К.Аустина: у оптимальной формы при заполнении градиент давлений расплава по пути течения постоянен.
Литература
1. G. Taguchi / Introduction to Quality Engineering. Quality into Products and Processes. - Asian Productivity Organization. Tokyo, 1986.
2. Адлер Ю.П., Шпер В.Л., Индексы воспроизводимости процессов (краткий обзор современного состояния). - Вестник машиностроения, 1994, №7, с.39-45, №8, с. 35-39.
3. Адлер Ю.П., Новое направление в статистическом контроле качества - методы Тагути. М., Знание, 1988, с. 3-25.
В.А. Брагинский,
Журнал «Пластические массы» |














