 Не требуют сложных методов подготовки и отходы потребления из ПЭВП и ПП, так как с одной стороны изделия, изготавливаемые из этих полимеров, также не претерпевают значительных воздействий вследствие своей конструкции и назначения (толстостенные детали, тара, фурнитура и т.д.), а с другой стороны – исходные полимеры более устойчивы к воздействию атмосферных факторов, чем ПЭНП. Такие отходы перед повторным использованием нуждаются только в измельчении и гранулировании.
Структурно-химические особенности вторичного полиэтилена
Выбор технологических параметров переработки отходов ПО и областей использования получаемых из них изделий обусловлен их физико-химическими, механическими и технологическими свойствами, которые в значительной степени отличаются от тех же характеристик первичного полимера. К основным особенностям вторичного ПЭНП (ВПЭНП), которые определяют специфику его переработки, следует отнести: низкую насыпную плотность; особенности реологического поведения расплава, обусловленные высоким содержанием геля; повышенную химическую активность вследствие изменений структуры, происходящих при переработке первичного полимера и эксплуатации полученных из него изделий.
В процессе переработки и эксплуатации материал подвергается механохимическим воздействиям, термической, тепло- и фотоокислительной деструкции, что приводит к появлению активных групп, которые при последующих переработках способны инициировать реакции окисления.
Изменение химической структуры начинается уже в процессе первичной переработки ПО, в частности при экструзии, когда полимер подвергается значительным термоокислительным и механохимиче-ским воздействиям. Наибольший вклад в изменения, протекающие при эксплуатации, вносят фотохи¬мические процессы. Эти изменения необратимы, в то время как физико-механические свойства, например, полиэтиленовой пленки, отслужившей один-два сезона для укрытия парников, после перепрессовки и экструзии почти полностью восстанавливаются.
Образование в ПЭ пленке при ее эксплуатации значительного числа карбонильных групп приводит к повышенной способности ВПЭНП поглощать кислород, следствием чего является образование во вторичном сырье винильных и винилиденовых групп, которые значительно снижают термоокислительную стабильность полимера при последующих переработках, инициируют процесс фотостарения таких материалов и изделий из них, снижают срок их службы.
Наличие карбонильных групп не определяет ни механические свойства (введением их до 9 % в исходную макромолекулу не оказывает существенного влияния на механические свойства материала), ни пропускание пленкой солнечного света (поглощение света карбонильными группами лежит в области длин волн менее 280 нм, а свет такого состава практически не содержится в солнечном спектре). Однако именно наличие карбонильных групп в ПЭ обусловливает весьма важное его свойство – стойкость к воздействию света.
Инициатором фотостарения ПЭ являются гидропероксиды, образующиеся еще при переработке первичного материала в процессе механохимической деструкции. Их инициирующее действие особенно эффективно на ранних стадиях старения, в то время как карбонильные группы оказывают су¬щественное влияние на более поздних стадиях.
Как известно, при старении протекают конкурирующие реакции деструкции и структурирования. Следствием первой является образование низкомолекулярных продуктов, второй – нерастворимой гель-фракции. Скорость образования низкомолекулярных продуктов максимальна в начале старения. Этот период характеризуется низким содержанием геля и снижением физико-механических показателей.
В дальнейшем скорость образования низкомолекулярных продуктов снижается, наблюдается резкое возрастание содержания геля и уменьшение относительного удлинения, что свидетельствует о протекании процесса структурирования. Затем (после достижения максимума) содержание геля в ВПЭ при его фотостарении снижается, что совпадает с полным израсходованием винилиденовых групп в полимере и достижением предельно допустимых значений относительного удлинения. Такой эффект объясняется вовлечением образовавшихся пространственных структур в процессе деструкции, а также растрескива¬нием по границе морфологических образований, что приводит к снижению физико-механических характеристик и ухудшению оптических свойств.
Скорость изменения физико-механических характеристик ВПЭ практически не зависит от содержа¬ния в нем гель-фракции. Однако содержание геля необходимо всегда учитывать как структурный фактор при выборе способа повторной переработки, модификации и при определении областей использования полимера.
В табл. 1 приведены характеристики свойств ПЭНП до и после старения в течение трех месяцев и ВПЭНП, полученного экструзией из состаренной пленки. Таб. 1 Характеристики свойств ПЭНП до и после старения
| ПЭНП | ВПЭНП | | Характеристики | | | Экструзионный | | Содержание групп С-О, моль 0,1 | 1,6 | 1,6 | | Содержание низкомолекулярных продуктов, % | 0,1 | 6,2 | 6,2 | | Содержание геля, % 0 | 20 | 20 | | Разрушающее напряжение при растяжении, MПа | 15,5 | 11,4 | 10 | | Относительное удлинение при разрыве, % | 490 | 17 | 125 | | Стойкость к растрескиванию, ч | 8 | – | 1 | | Светостойкость, сут | 90 | – | 50 |
Характер изменения физико-механических характеристик для ПЭНП и ВПЭНП неодинаков: у первичного полимера наблюдается монотонное снижение и прочности и относительного удлинения, кото¬рые составляют 30 и 70 % соответственно после старения в течение 5 месяцев. Для вторичного ПЭНП характер изменения этих показателей несколько отличается: разрушающее напряжение практически не изменяется, а относительное удлинение уменьшается на 90 %. Причиной этого может быть наличие гель-фракции во ВПЭНП, которая выполняет функцию активного наполнителя полимерной матрицы. Наличие такого "наполнителя" – причина появления значительных напряжений, следствием чего явля¬ется повышение хрупкости материала, резкое снижение относительного удлинения (вплоть до 10 % от значений для первичного ПЭ), стойкости к растрескиванию, прочности при растяжении (10…15 МПа), эластичности, повышение жесткости.
В ПЭ при старении происходит не только накопление кислородосодержащих групп, в том числе кетонных, и низкомолекулярных продуктов, но и значительное снижение физико-механических характеристик, которые не восстанавливаются после вторичной переработки состаренной полиолефиновой пленки. Структурно-химические превращения в ВПЭНП происходят в основном в аморфной фазе. Это приводит к ослаблению межфазной границы в полимере, в результате чего материал теряет прочность, становится хрупким, ломким и подверженным дальнейшему старению как при повторной переработке в изделия, так и при эксплуатации таких изделий, которые характеризуются низкими физико-механическими показателями и сроком службы.
Для оценки оптимальных режимов переработки вторичного полиэтиленового сырья большое значение имеют его реологические характеристики. Для ВПЭНП характерна низкая текучесть при малых напряжениях сдвига, которая повышается при увеличении напряжения, причем рост текучести для ВПЭ больше, чем для первичного. Причиной этого является наличие геля во ВПЭНП, который значительно повышает энергию активации вязкого течения полимера. Текучесть можно регулировать, также изменяя температуру при переработке – с увеличением температуры текучесть расплава увеличивается.
Итак, на вторичную переработку поступает материал, предыстория которого оказывает весьма существенное влияние на его физико-механические и технологические свойства. В процессе вторичной переработки полимер подвергается дополнительным механохимическим и термоокислительным воздействиям, причем изменение его свойств зависит от кратности переработки.
При исследовании влияния кратности переработки на свойства получаемых изделий показано, что 3 – 5 кратная переработка оказывает незначительное влияние (гораздо меньше, чем первичная). Заметное снижение прочности начинается при 5 – 10 кратной переработке. В процессе повторных переработок ВПЭНП рекомендуется повышать температуру литья на 3…5 % или число оборотов шнека при экструзии на 4…6 % для разрушения образующегося геля. Необходимо отметить, что в процессе повторных переработок, особенно при воздействии кислорода воздуха, происходит снижение молекулярной массы полиолефинов, которое приводит к резвому повышению хрупкости материала. Многократная переработка другого полимера из класса полиолефинов – ПП приводит обычно к увеличению показателя текучести расплава (ПТР), хотя при этом прочностные характеристики материала не претерпевают значительных изменений. Поэтому отходы, образующиеся при изготовлении деталей из ПП, а также сами детали по окончании срока эксплуатации могут быть повторно использованы в смеси с исходным материалом для получения новых деталей.
Из всего сказанного выше следует, что вторичное ПО сырье следует подвергать модификации с целью улучшения качества и повышения срока службы изделий из него.
Технология переработки вторичного полиолефинового сырья в гранулят
Для превращения отходов термопластов в сырье, пригодное для последующей переработки в изде¬лия, необходима его предварительная обработка. Выбор способа предварительной обработки зависит в основном от источника образования отходов и степени их загрязненности. Так, однородные отходы производства и переработки ПЭНП обычно перерабатывают на месте их образования, для чего требуется незначительная предварительная обработка – главным образом измельчение и грануляция.
Отходы в виде вышедших из употребления изделий требуют более основательной подготовки. Предварительная обработка отходов сельскохозяйственной ПЭ пленки, мешков из под удобрений, отходов из других компактных источников, а также смешанных отходов включает следующие этапы: сортировка (грубая) и идентификация (для смешанных отходов), измельчение, разделение смешанных от¬ходов, мойка, сушка. После этого материал подвергают грануляции.
Предварительная сортировка предусматривает грубое разделение отходов по различным признакам: цвету, габаритам, форме и, если это нужно и возможно, – по видам пластмасс. Предварительную сортировку производят, как правило, вручную на столах или ленточных конвейерах; при сортировке одновременно удаляют из отходов различные посторонние предметы и включения.
Разделение смешанных (бытовых) отходов термопластов по видам проводят следующими основными способами: флотационным, разделением в тяжелых средах, аэросепарацией, электросепарацией, химическими методами и методами глубокого охлаждения. Наибольшее распространение получил метод флотации, который позволяет разделять смеси таких промышленных термопластов, как ПЭ, ПП, ПС и ПВХ. Разделение пластмасс производится при добавлении в воду поверхностно-активных веществ, которые избирательно изменяют их гидрофильные свойства.
В некоторых случаях эффективным способом разделения полимеров может оказаться растворение их в общем растворителе или в смеси растворителей. Обрабатывая раствор паром, выделяют ПВХ, ПС и смесь полиолефинов; чистота продуктов – не менее 96 %.
Методы флотации и разделения в тяжелых средах являются наиболее эффективными и экономически целесообразными из всех перечисленных выше.
Вышедшие из употребления ПО отходы с содержанием посторонних примесей не более 5 % со склада сырья поступают на узел сортировки отходов 1, в процессе которой из них удаляют случайные инородные включения и выбраковывают сильно загрязненные куски. Отходы, прошедшие сортировку, измельчают в ножевых дробилках 2 мокрого или сухого измельчения до получения рыхлой массы с размером частиц 2…9 мм.
Производительность измельчительного устройства определяется не только его конструкцией, числом и длиной ножей, частотой вращения ротора, но и видом отходов. Так, самая низкая производитель¬ность при переработке отходов пенопластов, которые занимают очень большой объем и которые трудно компактно загрузить. Более высокая производительность достигается при переработке отходов пленок, волокон, выдувных изделий.
Для всех ножевых дробилок характерной особенностью является повышенный шум, который связан со спецификой процесса измельчения вторичных полимерных материалов. Для снижения уровня шума измельчитель вместе с двигателем и вентилятором заключают в шумозащитный кожух, который может выполняться разъемным и иметь специальные окна с заслонками для загрузки измельчаемого материала.
Измельчение – очень важный этап подготовки отходов к переработке, так как степень измельчения определяет объемную плотность, сыпучесть и размеры частиц получаемого продукта. Регулирование степени измельчения позволяет механизировать процесс переработки, повысить качество материала за счет усреднения его технологических характеристик, сократить продолжительность других технологических операций, упростить конструкцию перерабатывающего оборудования.
Весьма перспективным способом измельчения является криогенный, который позволяет получать порошки из отходов со степенью дисперсности 0,5…2 мм. Использование порошковой технологии имеет ряд преимуществ: снижение продолжительности смешения; сокращение расхода энергии и затрат рабочего времени на текущее обслуживание смесителей; лучшее распределение компонентов в смеси; уменьшение деструкции макромолекул и др.
Из известных методов получения порошкообразных полимерных материалов, используемых в хи¬мической технологии, для измельчения отходов термопластов наиболее приемлемым является способ механического измельчения. Механическое измельчение можно осуществлять двумя путями: криогенным способом (измельчение в среде жидкого азота или другого хладоагетна и при обычных температурах в среде дезагломерирующих ингредиентов, которые являются менее энергоемкими.
Далее измельченные отходы подают на отмывку в моечную машину 3. Отмывку ведут в несколько приемов специальными моющими смесями. Отжатую в центрифуге 4 массу с влажностью 10…15 % подают на окончательное обезвоживание в сушильную установку 5, до остаточного содержания влаги 0,2 %, а затем в гранулятор 6 (рис. 1.1).
Рис. 1.1 Схема вторичной переработки полиолефинов в гранулы: 1 – узел сортировки отходов; 2 – дробилка; 3 – моечная машина; 4 – центрифуга; 5 – сушильная установка; 6 – гранулятор 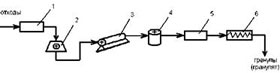
Для сушки отходов применяют сушилки различных типов: полочные, ленточные, ковшевые, с "кипящим" слоем, вихревые и т.д.
За рубежом выпускают установки, в которых есть устройства и для мойки, и для сушки производи¬тельностью до 350…500 кг/ч. В такой установке измельченные отходы загружают в ванну, которую за¬полняют моющим раствором. Пленка перемешивается лопастной мешалкой, при этом грязь оседает на дно, а отмытая пленка всплывает. Обезвоживание и сушку пленки осуществляют на вибросите и в вих¬ревом сепараторе. Остаточная влажность составляет менее 0,1 %.
Грануляция является заключительной стадией подготовки вторичного сырья для последующей переработки в изделия. Эта стадия особенно важна для ВПЭНП в связи с его низкой насыпной плотностью и трудностью транспортирования. В процессе гранулирования происходит уплотнение материала, облегчается его дальнейшая переработка, усредняются характеристики вторичного сырья, в результате чего получают материал, который можно перерабатывать на стандартном оборудовании.
Для пластикации измельченных и очищенных отходов ПО наиболее широкое применение нашли одночервячные экструдеры с длиной (25…30) D, оснащенные фильтром непрерывного действия и имеющие зону дегазации. На таких экструдерах довольно эффективно перерабатываются практически все виды вторичных термопластов при насыпной плотности измельченного материала в пределах 50…300 кг/м3. Однако для переработки загрязненных и смешанных отходов необходимы червячные прессы специальных конструкций, с короткими многозаходными червяками (длиной (3,5…5) D), имеющими цилиндрическую насадку в зоне выдавливания.
Основным блоком этой системы является экструдер с мощностью привода 90 кВт, диаметром шнека 253 мм и отношением L/D= 3,75. На выходе экструдера сконструирована гофрированная насадка диаметром 420 мм. Благодаря выделению тепла при трении и сдвиговым воздействиям на полимерный материал он плавится за короткий промежуток времени, причем обеспечивается быстрая гомогенизация расплава. Изменяя зазор между конусной насадкой и кожухом, можно регулировать усилие сдвига и силу трения, изменяя при этом режим переработки. Поскольку плавление происходит очень быстро, термодеструкции полимера не наблюдается. Система снабжена узлом дегазации, что является необходимым условием при переработке вторичного полимерного сырья.
Вторичные гранулированные материалы получают в зависимости от последовательности процессов резки и охлаждения двумя способами: грануляцией на головке и подводным гранулированием. Выбор способа гранулирования зависит от свойств перерабатываемого термопласта и, особенно от вязкости его расплава и адгезии к металлу.
При грануляции на головке расплав полимера выдавливается через отверстие в виде цилиндрических жгутов, которые отрезаются скользящими по фильерной плите ножами. Полученные гранулы но¬жом отбрасываются от головки и охлаждаются. Резание и охлаждение можно производить в воздушной среде, в воде, либо резанием в воздушной среде, а охлаждение – в воде. Для ПО, которые имеют высо¬кую адгезию к металлу и повышенную склонность к слипанию, в качестве охлаждающей среды применяют воду.
При использовании оборудования с большой единичной мощностью применяют так называемое подводное гранулирование. При этом способе расплав полимера выдавливается в виде стренг через отверстия фильерной плиты на головке сразу в воду и разрезается на гранулы вращающимися ножами. Температура охлаждающей воды поддерживается в пределах 50…70 °С, что способствует более интен¬сивному испарению остатков влаги с поверхности гранул; количество воды составляет 20…40 м3 на 1 т гранулята.
Чаще всего в головке грануляторов формуются стренги или ленты, которые гранулируются после охлаждения в водяной ванне. Диаметр получаемых гранул составляет 2…5 мм.
Охлаждение должно проводиться при оптимальном режиме, чтобы гранулы не деформировались, не слипались, и чтобы обеспечивалось удаление остатков влаги.
Существенное влияние на распределение гранул по размерам оказывает температура головки. Для обеспечения равномерной температуры расплава между экструдером и выходными отверстиями голов¬ки располагают решетки. Число выходных отверстий в головке – 20…300.
Производительность процесса гранулирования зависит от вида вторичного термопласта и его реологических характеристик. Исследования гранулята ВПЭ свидетельствуют о том, что его вязкотекучие свойства практически не отличаются от свойств первичного ПЭ, т.е. его можно перерабатывать при тех же режимах экструзии и литья под давлением, что и первичный ПЭ. Однако получаемые изделия характеризуются низкими качеством и долговечностью.
Из гранулята получают упаковки для товаров бытовой химии, вешалки, детали строительного назначения, сельскохозяйственные орудия, поддоны для транспортировки грузов, вытяжные трубы, обли¬цовку дренажных каналов, безнапорные трубы для мелиорации и другие изделия. Эти изделия получа¬ют из "чистого" вторичного сырья. Однако более перспективным является добавление вторичного сырья к первичному в количестве 20…30 %. Введение в полимерную композицию пластификаторов, ста¬билизаторов, наполнителей позволяет увеличить эту цифру до 40…50 %. Это повышает физико-механические характеристики изделий, однако их долговечность (при эксплуатации в жестких климатических условиях) составляет всего 0,6…0,75 от долговечности изделий из первичного полимера. Более эффективный путь – модификация вторичных полимеров, а также создание высоконаполненных вторичных полимерных материалов.
Способы модификации вторичных полиолефинов
Результаты исследования механизма процессов, протекающих при эксплуатации и переработке ПО и их количественное описание, позволяют сделать вывод о том, что получаемые из вторичного сырья полупродукты должны содержать не более 0,1…0,5 моля окисленных активных групп и иметь оптимальные молекулярную массу и ММР, а также обладать воспроизводимыми физико-механическими и технологическими показателями. Только в этом случае полупродукт можно использовать для производства изделий с гарантированным сроком службы взамен дефицитного первичного ПО сырья. Однако, получаемый в настоящее время гранулят, этим требованиям не удовлетворяет.
Надежным путем решения проблемы создания качественных полимерных материалов и изделий из вторичных ПО является модификация гранулята, цель которой – экранирование функциональных группи активных центров химическими или физико-химическими способами и создание однородного по структуре материала с воспроизводимыми свойствами. Методы модификации вторичного ПО сырья можно разделить на химические (сшивание, введение различных добавок, главным образом органического происхождения, обработка кремнийорганическими жидкостями и др.) и физико-механические (наполнение минеральными и органическими наполнителя¬ми).
Например, максимальное содержание гель-фракции (до 80 %) и наиболее высокие физико-механические показатели сшитого ВПЭНП достигаются при введении 2…2,5 % пероксида дикумила на вальцах при 130 °С в течение 10 мин. Относительное удлинение при разрыве такого материала – 210 %, показатель текучести расплава составляет 0,1…0,3 г/10 мин. Степень сшивания уменьшается с повышением температуры и увеличением продолжительности вальцевания в результате протекания конкури¬рующего процесса деструкции. Это позволяет регулировать степень сшивания, физико-механические и технологические характеристики модифицированного материала.
Разработан метод формования изделий из ВПЭНП путем введения пероксида дикумила непосредственно в процессе переработки и получены опытные образцы труб и литьевых изделий, содержащих 70… 80 % гель-фракции.
Введение воска и эластопласта (до 5 масс. ч.) значительно улучшает перерабатываемость ВПЭ, по¬вышает показатели физико-механических свойств (особенно относительное удлинение при разрыве и стойкость к растрескиванию – на 10 % и с 1 до 320 ч соответственно) и уменьшают их разброс, что свидетельствует о повышении однородности материала.
Модификация ВПЭНП малеиновым ангидридом в дисковом экструдере также приводит к повыше¬нию его прочности, теплостойкости, адгезионной способности и стойкости к фотостарению. При этом модифицирующий эффект достигается при меньшей концентрации модификатора и меньшей продолжительности процесса, чем при введении эластопласта.
Перспективным способом повышения качества полимерных материалов из вторичных ПО является термомеханическая обработка кремнийорганическими соединениями. Этот способ позволяет получать изделия из вторичного сырья с повышенными прочностью, эластичностью и стойкостью к старению. Механизм модификации заключается в образовании химических связей между силоксановыми группа¬ми кремнийорганической жидкости и непредельными связями и кислородосодержащими группами вторичных ПО.
Технологический процесс получения модифицированного материала включает следующие стадии: сортировка, дробление и отмывка отходов; обработка отходов кремнийорганической жидкостью при 90 ± 10 °С в течение 4…6 ч; сушка модифицированных отходов методом центрифугирования; перегрануляция модифицированных отходов.
Помимо твердофазного способа модификации предложен способ модификации ВПЭ в растворе, ко¬торый позволяет получать порошок ВПЭНП с размером частиц не более 20 мкм. Этот порошок может быть использован для переработки в изделия методом ротационного формования и для нанесения покрытий методом электростатического напыления.
Большой научный и практический интерес представляет создание наполненных полимерных материалов на основе вторичного полиэтиленового сырья. Использование полимерных материалов из вторичного сырья, содержащих до 30 % наполнителя, позволит высвободить до 40 % первичного сырья и направить его на производство изделий, которые нельзя получать из вторичного (напорные трубы, упаковочные пленки, транспортная многооборотная тара и др.). Это в значительной степени сократит дефицит первичного полимерного сырья.
Для получения наполненных полимерных материалов из вторичного сырья можно использовать дисперсные и армирующие наполнители минерального и органического происхождения, а также напол¬нители, которые можно получать из полимерных отходов (измельченные отходы реактопластов и резиновая крошка). Наполнению можно подвергать практически все отходы термопластов, а также смешан¬ные отходы, которые для этой цели использовать предпочтительней и с экономической точки зрения.
Например, целесообразность применения лигнина связана с наличием в нем фенольных соединений, способствующих стабилизации ВПЭН при эксплуатации; слюды – с получением изделий, обладающих низкой ползучестью, повышенной тепло- и атмосферостойкостью, а также характеризующихся небольшим износом перерабатывающего оборудования и низкой стоимостью. Каолин, ракушечник, сланцевая зола, угольные сферы и железо применяются как дешевые инертные наполнители.
При введении в ВПЭ мелкодисперсного фосфогипса, гранулированного в полиэтиленовом воске, получены композиции, имеющие повышенное удлинение при разрыве. Этот эффект можно объяснить пластифицирующим действием полиэтиленового воска. Так прочность при разрыве ВПЭ, наполненного фосфогипсом на 25 % выше, чем у ВПЭ, а модуль упругости при растяжении больше на 250 %.
Усиливающий эффект при введении во ВПЭ слюды связан с особенностями кристаллического строения наполнителя, высоким характеристическим отношением (отношением диаметра чешуйки к толщине), причем применение измельченного, порошкообразного ВПЭ позволило сохранить строение чешуек при минимальном разрушении.
Композиции, содержащие лигнин, сланцы, каолин, сферы, отходы сапропеля, обладают сравнительно невысокими физико-механическими показателями, зато они являются наиболее дешевыми и могут найти применение при производстве изделий строительного назначения. http://polimech.com/ |














