Были проведены обширные испытания с целью определить поведение PLA и другого полимера, например полистирола, полипропилена и аморфного полиэтилентерефталата, во время процесса термоформования. Рассматривались такие вопросы как свойства материала, пригодность к термоформованию, пригодность листа к перевозке, поведение при ударных воздействиях, поведение основы во время намотки, пригодность к штабелированию и разбиранию штабелей готовых изделий, а также поведение PLA на прокатном стане. Чтобы установить данные параметры, представители компании Adolf Illig Maschinenbau GmbH & Co. KG. провели ряд экспериментов на различных линиях термоформования. На всех вовлеченных в эксперимент линиях листы обрабатывались как прокат. 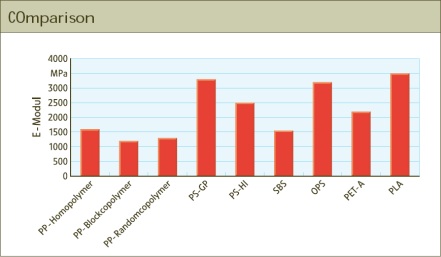
Рис.3. Модуль упругости различных упаковочных материалов E-Modul = Модуль упругости; Blockopolymer = Блоксополимер; Randomcopolymer = Случайно выбранный сополимер Comparison – Сравнение Листы изготавливались из гранул NatureWorks PLA сорт 2002D производства компании CargillDow, содержащих небольшое количество голубого каучука и антиадгезива. Во время испытаний использовался экструдер с двухступенчатым универсальным шнеком для полистирола/полиэтилентерефталата (диаметр 90 мм). Ширина листа составляла 500-735 мм, а толщина – 0.5-12 мм. 
Рис.4. Благодаря своей сильной жесткости, контейнеры из PLA пригодны для автоматического штабелирования Прозрачность и плотность Высокий уровень прозрачности часто необходим при использовании питьевых емкостей и упаковок продуктов питания, например салатов или овощей. В данных областях термоформования используются такие материалы как PET-A, двуосно-ориентированный полистирол или стирол-бутадиен-стирол. По уровню прозрачности PLA лишь немного уступает PET-A, и при этом превосходит полипропилен, СБС и даже ориентированный полистирол. Плотность PLA, составляющая 1.25 г/см3, ниже, чем аналогичный показатель РЕТ-А (1.34 г/см3). Тем не менее, плотность полистирола (1.05 г/см3) и полипропилена (0.91 г/см3) заметно ниже, чем у PLA. На выбор пластика влияет процесс перевозки сырьевого материала, полуфабриката и готового изделия. Механические свойства Жесткость изделия, изготовленного методом термоформования, имеет очень серьезное значение для его устойчивости. Сравнение различных пластмасс часто проводится через их модули упругости. Высокий показатель модуля усиливает жесткость термоформованного изделия. Таким образом, можно уменьшить толщину стены и, поэтому, вес и издержки. На Рис. 3 сравниваются модули упругости различных упаковочных материалов. Полистирол общего назначения самым высоким модулем упругости из всех стироловых материалов. Тем не менее, его высокая хрупкость вынуждает проводить его термоформование только «линейным процессом». При этом экструдер соединяется прямо с машиной термоформования. На уровне 3500 МПа у PLA самый высокий модуль упругости из всех полимеров, участвующих в сравнении. Высокий уровень жесткости PLA позволяет осуществлять автоматическое штабелирование контейнеров. Однако для разбирания штабелей при изготовлении листов PLA необходимо добавлять антиадгезив (Рис.4). Термические характеристики и усадка Для специалистов термоформования важной характеристикой является температура размягчения. Сорта полипропилена, которые используются в области упаковки, обладают температурой размягчения около 150 оС. За ними следует РЕТ-А с показателем 86 оС. Температура размягчения полистирола составляет 80 оС. В случае PLA методом Вика была установлена температура размягчения 58 оС. Полипропиленовый блоксополимер обладает очень широким диапазоном рабочей температуры ( -30 – 100 оС). Температуры непрерывной работы полистиролов и РЕТ-А могут удовлетворить потребности большого количества областей применения. Для PLA максимальная температура непрерывной работы составляет около 45 оС. Поэтому PLA не подходит для горячего заполнения. Тем не менее, PLA пригоден для применения при температурах до -20 оС (Рис.5). Благодаря диапазону рабочей температуры PLA подходит для производства различных изделий, начиная с емкостей для безалкогольных напитков, подносов для фруктов и овощей и заканчивая упаковками для замораживания и глубокой заморозки. Полукристаллические пластики обычно демонстрируют более сильную усадку, чем аморфные пластики. В данном сравнении полипропилен показал самую сильную усадку (1.5-1.8%). Усадка аморфных материалов, таких как полистирол, РЕТ-А и PLA, составляет около 0.5%. В настоящей статье РЕТ-А и PLA считаются аморфными пластиками, поскольку они проходят ничтожно малую кристаллизацию под воздействием стандартных условий экструзии и термоформования. Во многих случаях это означает, что обработка PLA может вестись на имеющемся оборудовании для полистирола или РЕТ-А. 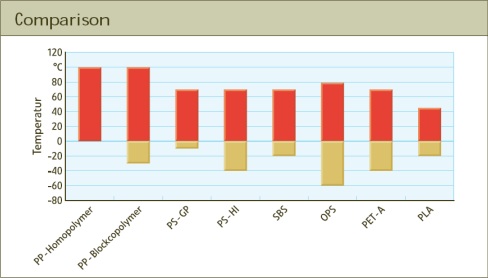
Рис.5.: Периоды непрерывной работы для различных упаковочных материалов Temperatur = Температура; Blockcopolymer = Блоксополимер Comparison – сравнение Термоформование PLA Термоформование листов PLA можно осуществлять при помощи вакуума, сжатого воздуха/вакуума или только сжатого воздуха. Радиационный нагреватель линии термоформования PLA следует отрегулировать для работы на очень низких температурах. Предварительное нагревание проводить необязательно, однако предварительный равномерный нагрев листа улучшает условия работы. В отличие от полипропилена, листы PLA не подвергаются значительному прогибанию при нагреве в рамках процесса термоформования. Следует помнить о необходимости низких температур технологического процесса. Для термоформования изделий из листов PLA могут потребоваться уникальные условия формования. PLA требует сравнительно долгого охлаждения внутри пресс-формы. Возможно придется проводить прикатку краев термоформованных питьевых емкостей. | 













