
Порошковое окрашивание, несомненно, занимает основную нишу в окраске разнообразных материалов, но для профилированных изделий из металла конкуренцию с койл-коутингом этот метод не выдерживает. Технологический процесс окраски рулонного металлопроката представлен следующими этапами: 1. Подготовка поверхности перед окраской - двойное обезжиривание поверхности листа в специальных ваннах с применением вращающихся щеток, с последующей двойной промывкой чистой водой распылением форсунками;
- пассивация поверхности листа специальным хроматирующим/бесхромовым раствором с последующей сушкой горячим воздухом 2. Окраска листа - нанесение грунтовки валковым методом (цель: достижение адгезии);
- сушка грунтовочного слоя в сушильных печах по зонам при заданных температурах;
- нанесение эмали, метод нанесения - валковый (окрасочными валами);
- сушка эмали в сушильных печах по зонам при заданных температурах;
- намотка окрашенного листа в рулоны. Режим отверждения выбирается в зависимости от максимальной температуры нагревания метала, его типа и толщины. Время отверждения колеблется между 20 и 70 секундами при пиковой температуре металла (ПМТ) от 240ºС до 249ºС. Помимо стали, к металлам, к которым применяется технология coil coating, относятся белая жесть и алюминий. В России именно валковый метод окраски рулонного металла является основным. Производство осуществляется на оборудовании зарубежных фирм. Ниже приведено схематическое изображение непрерывной линии по окраске рулонного металла. В таблице 4.1 представлен пример перечня оборудования, входящих в линию окраски. 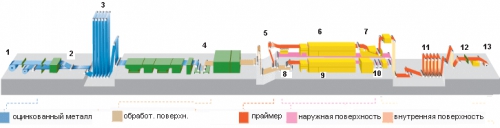
| 1.Разматыватель 2. Сшивка лент3. Накопитель ленты 4. Химическая подготовка поверхности 5. Окрасочные камеры6. Сушка в печи 7. Водяное охлаждение | 8. Нанесение эмали 9. Сушка в печи 10. Водяное охлаждение 11. Накопитель ленты 12. Резка 13. Наматыватель рулонов |
Рис. Схема процесса coil coating. Технологическое оснащение цеха В общем виде конфигурация линии окраски рулонного металлопроката предполагает наличие оборудования, указанного в таблице. Перечень оборудования, входящий в линию непрерывной окраски рулонного металлопроката Наименование оборудования | Доп. описание | Кол-во | | Входная опора для рулона | | 2 | | Конвейер для подачи рулонов | Комплектуется приводом, подъем осуществляется при помощи гидравлического цилиндра | 2 | | Разматывающее устройство | приводится в действие приводом, размотка осуществляется при помощи гидравлического цилиндра ротационным соединением | 2 | | Установка тянущих роликов | Комплектуется приводом, цилиндром, гуммированным роликом | 2 | | Ножницы | Приводятся в действие гидравлическим цилиндром | 2 | | Правильная машина | Комплектуется цилиндром | 1 | | Сшивная машина для полос | Приводится в действие гидравлическим цилиндром, за один раз выполняется один шов | 1 | | Входной петледержатель | Комплектуется приводами переменной частоты, 5-ю верхними перемещающимся вальцами,6-ю зафиксированными нижними вальцами, осажденной лентой- 80 см. | 1 | | Линия подготовки поверхности | Установка для обезжиривания поверхности | Лист проходит предварительное обезжиривание, повторное обезжиривание, 2 раза ополаскивается водой. | 1 | | Отжимной валик | Комплектуется гидравлическим цилиндром | 6 | | Секция очистки щетками | Очистка листа происходит с двух сторон | 2 | | Секция нанесения химреагентов на поверхность листа | Включает в себя опорный валок, заборный ролик, валковое устройство для нанесения. Химреагенты наносятся на две стороны листа одновременно. Направление и скорость движения заборного ролика и валкового устройства для нанесения регулируются. | 1 | | Сушильная печь | процесс сушки осуществляется за счёт подвода тепла горячим воздухом при многократной его циркуляции | 1 | | Вентиляторный воздухонагреватель | | 3 | | 1-я покрасочная камера | Включает в себя опорный валок, заборный ролик и валик для нанесения покрытия Покрытие наносится на две стороны листа одновременно. Направление и скорость движения заборного ролика и валика для нанесения покрытия регулируются. | 1 | | 1-я сушильная печь | Печь с цепным подом, длиной 28 м. Подогрев воздуха осуществляется продуктами сгорания природного газа. Горелки импортные | 1 | | Охладитель 1-й сушильной камеры | На поверхность листа разбрызгивается деминерализованная вода | 1 | | 2-я покрасочная камера | Комплектуется двумя верхними покрасочными головками для быстрой смены цвета (для нанесения покрытия на верхнюю сторону листа).Покрасочные головки состоят из заборного ролика, дозирующего валика и валика для нанесения покрытия. Покрасочная головка для нанесения покрытия на нижнюю сторону листа состоит из заборного ролика и валика для нанесения покрытия. | 1 | | 2-ая сушильная печь | Печь с цепным подом. Подогрев воздуха осуществляется продуктами сгорания природного газа. | 1 | | Охладитель 2-ой сушильной камеры | На поверхность листа разбрызгивается деминерализованная вода | 1 | | Печь сжигания отходов | При высокой температуре (более чем 700℃) перерабатывается и сжигается отработанный газ. | 1 | | Выходной петледержатель | Вертикальный, Комплектуется приводами переменной частоты, верхними перемещающимся вальцами, зафиксированными нижними вальцами, лентой | 1 | | Ножницы | приводятся в действие гидравлическим цилиндром | 1 | | Установка тянущих роликов | Комплектуется приводом, цилиндром, роликом | 1 | | Сматывающее устройство | Комплектуется приводом, гидравлическим цилиндром, ротационным соединением. | 1 | | Ремённый захлёстыватель | | 1 | | Конвейер для подачи рулонов | Комплектуется приводом, подъем осуществляется при помощи гидравлического цилиндра | 1 | | Выходная опора для рулона | | 1 | | Натяжная установка | Состоит из двух роликов, укомплектованных приводом | 5 | | Система центрирования | Один или два ролика | 4 | | Компьютерное управление технологическим процессом | | 5 | | Датчик нагрузки | Фотоэлектронный датчик | 1 | | Направляющий ролик | | 7 | | Опорный валок | | 5 | | Вентиляционно-охладительная установка | | 2 | | Гидравлическая система | Состоит из насосных станций, клапанов и труб. | 2 | | Автоматизированная система управления | | 1 |
C текущей ситуацией и прогнозом развития российского рынка Coil Coating покрытий можно познакомиться в отчете Академии Конъюнктуры Промышленных Рынков «Рынок рулонного металлопроката с полимерным покрытием в России». Автор:
Академия Конъюнктуры Промышленных Рынков
Тел.: (495) 672-70-46
E-mail: mail@akpr.ru
WWW: www.akpr.ru Об авторе: Академия Конъюнктуры Промышленных Рынков оказывает три вида услуг, связанных с анализом рынков, технологий и проектов в промышленных отраслях - проведение маркетинговых исследований, разработка ТЭО и бизнес-планов инвестиционных проектов. • Маркетинговые исследования
• Технико-экономическое обоснование
• Бизнес-планирование
|














