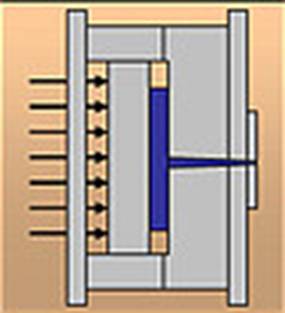
Этот дополнительный ход может осуществляться либо с помощью термопластавтомата, либо с помощью специального пуансона. Возникающее при этом давление в пресс-форме распространяется более равномерно по проецированной поверхности изделия, в большинстве случаев с целью более точного воспроизведения геометрии поверхностей детали и выдерживания заданной точности размеров деталей. Метод инжекционного прессования – это технология с использованием низкого давления, так что такие закладные детали как, например, декоративные элементы или металлические закладные детали предохраняются от повреждений. Как раз в случае применяемых в светотехнике деталей небольшое давление впрыска и выдержка под давлением могут коренным образом снизить внутренние напряжения. Поэтому применяемый в данном случае термопластавтомат должен обладать не только высокой гибкостью, но, что более важно, очень точной воспроизводительностью движений. Преимущества: • гибкая последовательность операций, точный пуск и регулирование блока замыкания в разных профилях и этапах
• управляемая характеристика выдержки под давлением (для улучшения выдерживания заданной точности размеров, уменьшения усадки и коробления)
• хорошее заполнение пресс-формы – > 100% уже на этапе заполнения
• возможное снижение давления впрыска и усилия запирания
• правильная ориентация волокон и снижение внутренних напряжений
• уменьшение среза материала
• улучшение условий для выхода воздуха
• включаемый и выключаемый узел, который можно дополнительно установить на всех стандартных термопластавтоматах Ход технологического процесса: 
1) запирание пресс-формы для впрыска 
3) прессование введенной массы расплава 
2) впрыск термопластичного полимерного расплава 
4) охлаждение и выталкивание детали из пресс-формы Технология пресс-формы: 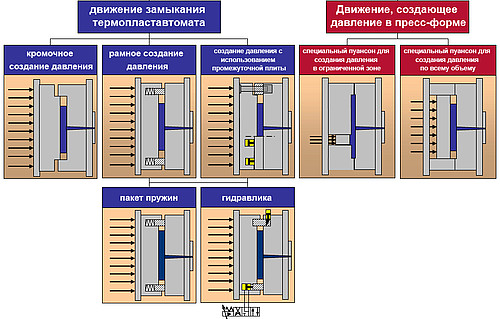
Типичные примеры применения: • оптические элементы (например, линзы, рассеиватели прожекторов, фары, дисплеи и т.п.)
• армированные длинными волокнами формованные изделия (например, элементы дверей, антикоррозионная защита днища кузова и т.п.)
• декоративные элементы (например, профилированные декоративные детали, боковые обшивки, корпусные детали для мобильных телефонов и т.п.)
• элементы детали со структурой поверхности (например, структуры Френеля, поверхности Лотуса и т.п.)
• вспененные элементы изделия (например, изоляционные изделия, облегченные конструкции и т.п.)
• детали с проблемными зонами (например, образование усадочных раковин, и т.п.) www.polymery.ru
|














