Адгезивные покрытия часто наносят на непрерывное полотно с помощью высокоскоростных устройств нанесения покрытия. Тем не менее, оптимальной скорости можно достигнуть только с учетом особенностей рецептуры связывающего вещества, оборудования для нанесения покрытий и технологии высушивания, а зачастую бывает, что требования, которые предъявляют эти компоненты технологии, вступают в противоречие друг с другом. В этом плане уникальное сочетание проблем возникает при использовании связывающих веществ на водяной основе, даже, несмотря на то, что они широко используются на многих рынках, таких как рынок самоприклеивающихся лент и этикеток, связывающих веществ для сборки коробок и складных коробок, а также связывающих веществ для ламинирования. В настоящей статье будут проанализированы параметры, необходимые для (1) связывающих веществ, (2) оборудования для нанесения покрытий, и (3) создания условий для высушивания, позволяющих достигать высокой скорости обработки с использованием эмульсионных клеев. Рецептура клеев Из-за необходимости поддерживать стабильное состояние эмульсии, так чтобы с течением времени она не давала коагуляции или схватывания, состав системы клея эмульсионного типа, может стать довольно сложным. С точки зрения их механических свойств, эмульсии чувствительны к механическим напряжениям, воздействию химических явлений и изменениям температуры. Тем не менее, можно учесть влияние этих факторов при создании рецептуры и производства. Обычно в число добавок к эмульсионным клеям входят поверхностно-активные вещества, защитные коллоиды и загустители. Из-за необходимости включать добавки, а также параметров технологии полимеризации эмульсии, материальные затраты на килограмм смолы у эмульсионных клеев обычно выше, чем у полимеров, которые можно растворять в растворе. Тем не менее, это несколько компенсируется тем, что у составов эмульсионных клеев концентрация несколько выше, чем у чистых полимеров. Благодаря своей способности к быстрому схватыванию и высокому содержанию твердых частиц, эмульсионные клеи обычно дают большую производительность, чем адгезивы на основе растворов. Так, например, при использовании ножевого устройства для нанесения покрытий параметры покрытия, которое наносится на подложку, можно варьировать за счет изменения толщины ножа или угла установки ножа на машине, объема давления, используемого для проталкивания материала, на который наносится покрытие, через ножевое устройство, или же реологии самого покрытия. Важными параметрами для управления реологией связывающего вещества при осуществлении операций по высокоскоростному нанесению покрытий, являются содержание твердых частиц, вязкость и поверхностное натяжение. Слишком толстое или слишком тонкое? Желательно, чтобы латексы, которые наносятся с использованием устройств для нанесения покрытия, оставались в виде дискретных, стабильных, свободно перемещающихся частиц для того, чтобы получать пропускную способность без всяких проблем. Тем не менее, когда латексное покрытие подвергается сильному сдвигу, например, такому, как при пропускании через ножевое устройство для нанесения покрытия, может проявиться способность к созданию истончения сдвига или же утолщения сдвига. Несмотря на то, что уменьшение количества твердых частиц в составе повысит пригодность рецептуры к обработке, на качество получаемого покрытия может отрицательно повлиять снижение массы покрытия или же избыточное проникновение покрытия в пористую подложку. Рецептуры покрытий с высоким содержанием твердых частиц облегчают производство высококачественных покрытий. Обычно покрытия с высоким содержанием твердых частиц получают за счет добавления сухих наполнителей в состав связывающего вещества. Латекс с высоким содержанием твердых частиц уменьшает или же исключает необходимость добавления сухого пигмента. Также желательно использование покрытий с высоким содержанием твердых частиц при повышении скорости производства и снижении затрат на высушивание или энергопотребление, поскольку в этом случае испаряется меньше воды. Тем не менее, использование разновидностей традиционных латексов с высоким содержанием твердых частиц ограничено их применением в качестве адгезивных покрытий из-за получающейся в результате высокой вязкости рецептуры покрытия при высоких скоростях сдвига. Хотя само по себе это не представляет проблемы для высокоскоростного оборудования благодаря утончению сдвига (см. следующий раздел далее), из-за этого может возникнуть плохая обрабатываемость при более низких скоростях. Обычно такая низкая пригодность характеризуется появлением царапин или полос на поверхности покрытия или же отсутствием управления массой покрытия (например, создание покрытий с очень большой массой или же неравномерных покрытий). Вязкость и скорость сдвига Нехватка латексных адгезивных веществ при работе с высокими скоростями проявляется в виде снижения вязкости при скоростях сдвига, которые используются при операциях по высокоскоростному нанесению покрытия. Такая нехватка приводит к плохому смачиванию подложки и необходимости снизить скорость работы линии с соответствующими потерями в производительности. Тем не менее, при нанесении адгезивного вещества существуют и другие процессы помимо нанесения покрытия, которые реализуются при более низкой скорости сдвига. Различные скорости сдвига, которые имеют существенное значение для различных аспектов технологии нанесения покрытия, показаны на рисунке 1. Для рентабельного производства латексных связывающих веществ, таких как самоприклеивающиеся пленки и этикетки, необходимо тщательное управление реологией диспергирования при широком диапазоне скоростей сдвига. Такое управление обеспечивает и хорошую пропускную способность, и хорошее качество наносимого покрытия. Важность влияния скорости сдвига на различные процессы, которые реализуются в ходе нанесения адгезивного покрытия, обобщена в таблице 1. 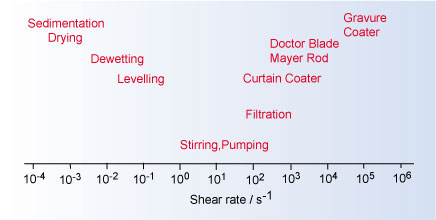
Рисунок 1: Типичные значения скорости сдвига при нанесении дисперсий PSA.1 | Скорость сдвига | Параметр | | <1 сек.-1 | Хорошо сбалансированная степень вязкости необходима для обеспечения хорошего выравнивания поверхности и минимального снижения смачивающей способности | | 10 - 103 сек.-1 | Вязкость при такой скорости сдвига определяет параметры размешивания и прокачиваемости связывающего вещества и перемещения связывающего вещества на вальцы или цилиндры | | 102 - 104 сек.-1 | Высокие скорости сдвига обычно встречаются при нанесении покрытия наливом или же прочих высокоскоростных операциях. Вязкость должна быть сведена к минимуму при высокой скорости сдвига, и в то же время должно быть высокое содержание твердых частиц для сокращения сроков высушивания. |
Таблица 1: Параметры влияния скорости сдвига на технологические свойства Самые высокие скорости сдвига встречаются при использовании установок нанесения покрытия наливом или же систем для покрытий, наносимых с помощью гравированного цилиндра. В наши дни используются скорости работы линий до 1500 м/мин, что соответствует скорости сдвига до 106 сек.-1. Для измерения вязкости при различных значениях скорости сдвига используются различные методы. Традиционно для характеристики вязкости при низком сдвиге используется ротационная реометрия. Тем не менее, данные о вязкости при скоростях сдвига менее 103 сек.-1 можно получить с помощью капиллярного вискозиметра, а при скоростях сдвига, превышающих 105 сек.-1 , необходимо тщательное изучение вторичных воздействий потока (например, потери давления на входе).
Было проведено несколько исследований для того, чтобы оптимизировать эмульсионные клеи для высокоскоростных применений. В рамках этих исследований усилия сосредотачивались, в основном, на воздействии на вязкость размеров диспергируемых частиц и распределения размеров частиц. Было установлено, что необходимо, по крайней мере, бимодальное распределение размеров частиц для получения низкой вязкости при высокой концентрации частиц (например, менее 55% по объему). Оптимальным соотношением крупных и мелких частиц является от 4 до 5, а доля содержания мелких частиц должна составлять около 25% по объему.
В патентной литературе описываются усовершенствованные рецептуры с высоким содержанием твердых частиц. Так, например, в число таких рецептур входит синтетический бимодальный латекс с высоким содержанием твердых частиц, в состав которого входят два отдельных вида распределения размеров частиц. Такие рецептуры реализуются, демонстрируя хорошую пригодность к использованию во время применения.2
Прочие недостатки
Еще одним недостатком латексных адгезивных веществ, используемых при высоких скоростях, является тенденция к накоплению коагулянта на дозирующих валиках при нанесении традиционных эмульсий с помощью устройств нанесения покрытий с использованием реверсивного валика. Такой коагулянт может возникать либо из-за плохой механической стабильности эмульсии при сдвиге, либо при несовершенном подмешивании, что приводит к образованию тонкого покрытия на вальцах, которое высыхает и более уже не может диспергироваться, так что эти частицы, в конце концов, перемещаются на применение и портят внешний вид покрытия.
Такой дефект самоприклеивающихся адгезивных материалов, которые приготовлены с использованием традиционных поверхностно-активных веществ, возникает, по крайней мере, частично из-за необходимости включения в состав загустителей, таких как гидроксил алкил целлюлоза или полиоксипопионовая кислота. Без загустения традиционный латекс с низкой вязкостью не сможет полностью увлажнить силиконовое покрытие устройства для извлечения. В результате было разработано несколько адгезивных систем, для которых не нужно добавление дополнительных загустителей. Для таких покрытий характерны высочайшие реологические свойства с образованием значительно меньшего количества бороздок по сравнению с традиционными эмульсиями или же полностью без них. Относительно большое количество коллоида в связывающем веществе также придает исключительную механическую стабильность и позволяет перераспределять любое частично высохшее связывающее вещество.
Технология нанесения покрытия
Часто можно разрабатывать рецептуры связывающих веществ в зависимости от специфики используемой технологии переработки. Протекание процесса склеивания настолько специфично в зависимости от типа машины, подложки и изменений скорости, что необходимо разрабатывать специальные рецептуры для определенных сочетаний технологий и подложек. Так, к примеру, в таблице 2, даны некоторые параметры и ограничения для традиционных методов нанесения покрытий.
|














