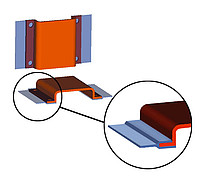
Детальное изображение готового изделия 
Перестановка заготовки посредством индексного устройства Преимущества • Короткое время цикла
• Расстояния между траверсами могут быть меньше, чем при использовании поворотного стола Примеры применения • Рукоятки
• Заслонки вентиляции
• Изделия с уплотнениями, для которых необходимо механическое соединение путем двухстороннего охватывания заготовки Перестановка литых деталей Перестановка заготовок вручную или с помощью робота во вторую полость или во вторую пресс-форму имеет много вариантов и очень распространена. Формование некоторых изделий возможно только при перестановке детали. Возможны два варианта: Перестановка между двумя термопластавтоматами Как правило, для этого используются стандартные термопластавтоматы. Данный вариант экономически целесообразен при производстве небольшого количества изделий, прототипов или предварительных серий. 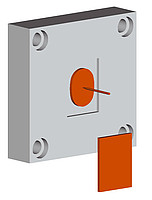
На первом термопластавтомате изготавливается заготовка 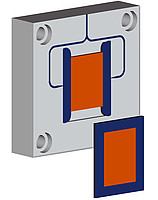
Вложенная заготовка покрывается другим материалом на втором термопластавтомате Преимущества • Детали могут размещаться посередине, благодаря чему предотвращается неравномерное заполнение формы и не требуется корректировка усилия смыкания.
• Благодаря наличия отдельной второй полости лишь при этом способе возможна реализация любых дизайнерских идей. У всех иных технологий исполняемая геометрия пресс-форм ограничена.
• Не требуются специальные исполнения ТПА. Перестановка роботом на многокомпонентном ТПА Метод заключается в том, что робот вынимает готовую деталь и одновременно устанавливает заготовку в блок изготовления готовой детали. Во время каждого цикла создается заготовка и готовая деталь. Таким образом при изготовлении определенных литых деталей можно обойтись без использования поворотного стола или индексного устройства, что снижает затраты на изготовление пресс-формы. При перестановке еще не охлажденной заготовки, прежде всего из хрупких или частично кристаллических пластмасс, следует считаться с усадкой, которую необходимо учесть при расчете геометрии второй полости.
| 













