Закрытый разделительный элемент ограничивает полость для первого материала 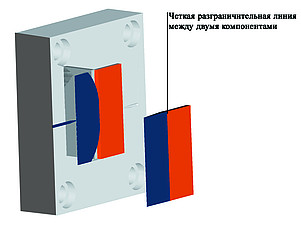
Вытянутый разделительный элемент позволяет адгезию второго материала с первым Преимущества • Не требуется удвоенное количество полостей, как при способе с поворотом или перестановкой, благодаря этому возможно применение более малых и экономных пресс-форм, а также более малых узлов смыкания автоматов • Более низкие затраты на приобретение, так как не требуется поворотный стол и робот Примеры применения 1. Детали автомобилей из полипропилена с уплотнением; чаще всего используется сочетание полипропилена с термопластичным эластомером.
2. Крышки с откидывающимся верхом (Flip-Top), здесь обычно используется один и тот же полипропилен различного цвета. Поворотный стол В отличие от перемещения роботом, деталь при смене позиции обработки от полости впрыска первого материала к полости впрыска второго материала, остается в пресс-форме. Технология характеризуется тем, что литая деталь в течение всего процесса изготовления остается на стороне выталкивателя. В результате этого изменение геометрии полости и, таким образом, геометрии изделия возможно лишь со стороны пресс-формы, обращенной к соплам. Исключение: подъемные кулачки в поворотном столе, которые при вращательном движении дают возможность занимать различные положения контурных штифтов также и со стороны выталкивателя. При изготовлении двухкомпонентных деталей (2 позиции обработки в пресс-форме) заготовка приводится во второе положение обработки поворотом на 180°. В случае производства деталей из трех или четырех компонентов (три или четыре позиции обработки) угол поворота соответственно уменьшается на 120° или 90°. Преимущества • Заготовки остаются на сердечниках, благодаря этому возникает лишь небольшое искривление
• Короткое время цикла
• Технология хорошо пригодна для производства с большим количеством полостей
• Небольшое количество используемых компонентов, в результате этого мало простоя и высокий коэффициент использования оборудования Типичные сферы применения • Задние фары автомобилей
• Детали электроприборов, состоящие из мягких и жестких материалов
• Мягкий вкладыш в рукоятках бритвенных аппаратов Горизонтальная поворотная плита Альтернативой к перестановке поворотным столом автомата является горизонтальная поворотная технология. Используется этажная пресс-форма с двумя расположенными друг за другом, параллельными разделительными плоскостями, в которых находятся полости для заготовок и уже готовых деталей. Однако средняя плита оснащена не горячим каналом, а содержит обе половины выталкивателя. Горячий канал размещен в неподвижной и подвижной крепежных плитах пресс-формы. Перестановка заготовок осуществляется поворотом средней плиты - „поворотной плитой“ - вокруг ее вертикальной оси. Горизонтальная поворотная плита может быть составной частью пресс-формы или автомата. 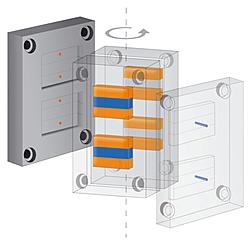
Принцип работы горизонтальной перестановки посредством поворотной плиты Преимущества • Благодаря использованию перестановки поворотной плитой на том же автомате, из-за удвоенного количества полостей, можно почти удвоить количество изготовляемых деталей
• При одинаковом количестве полостей можно выбрать меньший типоряд ТПА Типичные сферы применения • Остекление
• Бытовые товары
• Крупногабаритные детали, для которых необходим чрезмерно большой диаметр стандартного поворотного стола Поворот посредством индексного устройства Индексное устройство служит для транспортировки литой детали из полости 1 в полость 2. Данная операция осуществляется следующим образом: выдвижение из половины пресс-формы с выталкивателем по оси, поворот на 180° и возвращение в половину пресс-формы с выталкивателем. Это позволяет выполнить изменение контуров литой детали для второго материала, как в неподвижной плите, так и в подвижной плите крепления пресс-формы (смотрите детальное изображение готовой детали внизу). Осевые движения выполняются выталкивателем машины. Движение поворота осуществляется гидравлическим двигателем или электродвигателем, которые относятся либо к термопластавтомату либо к пресс-форме. 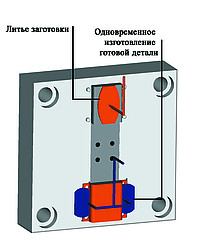
Поворот литых деталей с помощью индексного устройства
| 













