
Вспенивание может увеличить толщину пленки на 20 - 100% или более, уменьшая ее плотность на 40 - 60%. Вспенивание позволяет экономить смолу, но это не самое привлекательное свойство тонких пленок. Вспенивание любого материала с толщиной менее 20-30 мил становится делом дорогим и сложным. Поэтому и создаются вспененные пленки для тех применений, стоимость которых они могут увеличить. При вспенивании вводятся микро пузырьки, которые привносят различные свойства, от мягкости до жесткости, от полупрозрачности до непрозрачности. "Одна из областей для роста предназначена для тонкой многослойной соэкструзии со специальными эффектами поверхности, такими как мягкость на ощупь", - говорит Манфред Дикс, вице-президент Clariant Additive Masterbatches. Reedy International усиливает эффект тактильной мягкости от вспенивания за счет использования мягкого на ощупь этилен-стирольного интерполимера от Dow Plastics в качестве подложки в новом концентрате компании FPE400 CBA.
Вспенивание имеет то преимущество при производстве упаковки, что оно дает глянец и устойчивостью к скольжению без использования добавок. Другими функциональными свойствами являются электро- и теплоизоляция, а также способность рваться при наличии надреза. Пониженная прочность на разрыв может быть как преимуществом, так и бременем в зависимости от применения. Другой отрицательной стороной, которой следует опасаться при вспенивании, это растворение красителей. Тот же самый эффект отбеливания, который создает перламутровость, превращает яркие цвета в бледные, поэтому для вспенивания требуется больше красителя.
Различные используемые технологии
Пленки насыщают воздухом с помощью нескольких сложных многоэтапных технологий вспенивания или даже с помощью сочетания добавок с ориентацией для создания микрополостей. Тонкие литые пенопласты производятся с использованием химических порообразующих веществ (CBA)—либо экзотермических, которые имеют азотную основу, либо эндотермических на основе бикарбоната. Для изготовления литых пенопластов используют плоскую выносную головку с угловым подводящим каналом, за которой следуют вальцы для ориентации. Если нужна дополнительная ориентация, пленку можно растянуть во вспомогательной горячей водяной бане или канальной сушильной печи. 
Традиционные производители полипропиленовой ленты, такие как Lenzing, Австрия, производили тонкие вспененные пленки на протяжении последних 30 лет. Теперь они разрабатывают для новых ниш рынка вспененные пленки для соэкструдированных этикеток. Тонкая пленка, получаемая экструзией с раздувом, производится с использованием либо физических, либо химических порообразующих веществ с применением горизонтального пузыря и мундштука с кольцеобразным соплом. Очень тонкие пенопласты можно также получать экструзией с раздувом с вертикальным пузырем. При физическом вспенивании с азотом, CO2, изопентаном или фторкарбонатом можно получать значительно меньшую плотность, чем с CBA, которые обычно снижают плотность только примерно наполовину. Тонкая клеточная структура получается за счет добавления структурообразующего вещества, такого как тальк, или специального CBA, которое действует как структурообразующее вещество. (примерами последнего являются Hydrocerol CF40T компании Clariant и Safoam FPN3049 компании Reedy для PS или FPE50 для полиолефинов.) И экструзионно-раздувные, и литые тонкие пенопласты можно производить с использованием либо длинного одношнекового экструдера, либо тандемных экструдеров, либо двухшнековых экструдеров. Один из самых тонких когда-либо экструдированных пенопластов—3 мила, трехслойная полиэтиленовая пленка со вспененным ядром—был произведен на стандартной линии для пленки, получаемой экструзией с раздувом, компанией Ampacet Corp. с использованием ее эндотермического CBA 703061-H. Пленка не была выпущена на рынок. В зависимости от использованной смолы, цвета, типа порообразующего вещества, а также технологии обработки тонкому пенопласту может понадобиться подложка, которую можно получить с помощью ориентации, сшивания, соэкструзии или ламинации. Большинство тонких вспененных пленок является ориентированными. Для обработки тонких литых пенопластов обычно используют отдельную установку для ориентации макромолекул полимера в направлении машинной обработки (MDO), в то время как экструзионно-раздувная пленка приобретает внутренне присущую ей биаксиальную ориентацию от расширяющегося пузыря. Двухэтапная биаксиальная ориентация не подходит для вспененных пленок, поскольку она разрушает пузыри и ослабляет пленку в поперечном направлении. Придание блеска лентами Одной из самых первых вспененных пленок, которая производилась с семидесятых годов, является блестящая полипропиленовая лента. Однослойная литая пленка подвергается экструзии с раздувом с 2% CBA, ориентации по одной оси со степенью растяжения примерно 4:1. Толщина пленки растягивается до примерно 20 мил после того, как расплав выходит из модифицированной выносной головки с угловым подводящим каналом. После реализации MDO с помощью серии наматывающих вальцов с зазором, пленка приобретает толщину до примерно 5 мил. Ориентация делает пленку чрезвычайно прочной в направлении машинной обработки (MD), но расщепляемой в поперечном направлении (TD), что придает ленте вид, характерный для текстильного продукта, изготовленного из параллельных нитей. Полотно ленты обычно достигают 5 футов в ширину до того, как его надрежут. 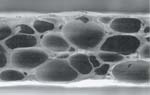
Эта 0.25 мм. пленка от Alveo из Швейцарии является в настоящее время самым тонким в мире сшитым полиэтиленовым пенопластом. Целевым применением являются прокладки для сотовых телефонов.
|














