
• нанесение вручную (кистью),
• нанесение распылением (спрей нанесение),
• литьё,
• формование эластичным мешком под давлением,
• вакуумное литьё,
• литьё под давлением,
• литьё под давлением с дополнительным вакумированием,
• холодное и горячее прессование. Предпочтение НПУС формам отдается, в основном, при производстве формованных изделий относительно больших размеров. НПУС формы имеют длительный срок службы с возможностью проведения многих сотен съемов с одной формы, покрытой инструментальным GELCOAT 935 BE и буферным слоем на основе VIAPAL VUP 4774 BET. Критерием выбора вышеуказанных материалов послужили высокие механические свойства и высокая химическая стойкость к стиролу и разделяющим агентам. Основные преимущества НПУС форм - простота и быстрота процесса производства форм, малый вес форм, низкая стоимость материалов и то, что производитель получает все материалы, готовыми к применению. Производятся формы в соответствии с основными принципами работы с НП смолами. 2. ОРИГИНАЛ-МОДЕЛЬ 2.1 Материал оригинал модели. Оригинал-модель может быть из гипса, дерева, стекла, пластика и металла.
2.2 Вид оригинал модели. Для достижения удовлетворительной извлекаемости изделия из формы все поверхности в направлении извлечения должны быть по отношению к нему под некоторым углом. Величина угла зависит от глубины формы и от планируемого метода производства изделий (рис.1). Все края и углы должны иметь максимально возможный радиус закругления (мин. 5мм.). На незакругленных углах усиленный стекловолокном материал поднимается от поверхности формы и создает ненужные пространства, в которые может попадать смола, либо в которых может задерживаться воздух (рис.2) 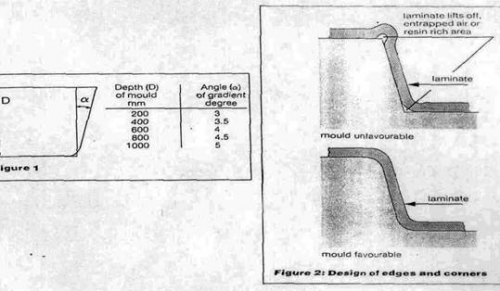
Обычно используют позитивную оригинал-модель, т.к. её поверхность может быть легко обработана и большинство процессов производства требуют негативной формы. Когда необходима позитивная форма (в случае, когда требуется гладкая качественная задняя поверхность изделия), то вначале изготовляется негативная форма с использованием позитивной оригинал модели, а затем изготовляется позитивная форма и использованием негативной. Края оригинал модели должны быть шире на несколько сантиметров для возможности последующей обработки краев формы. Граница формы может быть отмечена желобком.
| 













