Базовые характеристики: Барьерный шнек изготовлен из азотированной стали, прочность HV 950-1000. Зона загрузки с канавками в комбинации с барьерным шнеком обеспечивает высокий коэффициент пластификации и низкую температуру расплава. Цилиндр экструдера изготовлен из азотированной стали, прочность HV 950-1000. Зоны регулировки температуры включают нагрев и охлаждение. Зоны нагрева расположены также на фланце формующей головки. 
Один из главных узлов любой соэкструзионной линии – формующая головка. Все выдувные пленочные головки EXTROY моделируются при помощи компьютерных программ в 3D проекциях для подбора оптимальной конфигурации каналов движения расплава и реологической совместимости полимеров в смесях и между слоями. Спиральный распределитель сконструирован специально для достижения баланса между минимальным временем пребывания полимера в головке, пониженной чувствительности к изменениям пластика и равномерным потоком полимера. 
«EXTROY» производит формующие головки вращающиеся или стационарного типа. Высокотехнологичные разработки «EXTROY» в области головок с боковым коническим входом предназначены для барьерных пленок сложных конструкций от 5 до 10 слоев. На внутренних поверхностях формующие «EXTROY» имеют специальную обработку для снижения коэффициента трения и достижения наилучшего течения расплава полимера без образования шероховатой поверхности, «акульей кожи», различных форм внутренней и внешней нестабильности и разрыва расплава (melt fracture), образование нагара и экструзионных гелей и другой непроработки на готовой пленке. Кроме того, верхняя часть формующей имеет отдельный регулируемый внутренний и внешний обогрев. 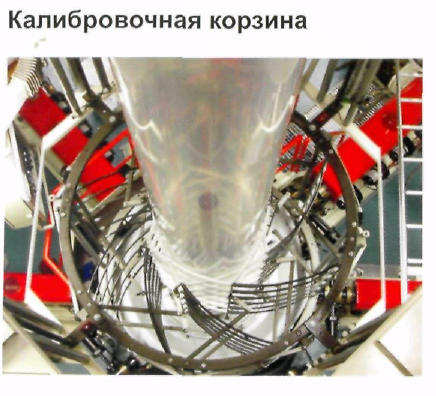
«EXTROY» проектирует комплексные системы охлаждения в линиях. Для любого технолога важно поддержание заданной технологией переработки стабильной температуры; внешнего и внутреннего охлаждения рукава, охлаждение пленки до и в приемных валах, охлаждение после станции коронной обработки, регулирование температуры загрузочных зон экструдеров. Системы внутреннего охлаждения рукава с точным контролем и регулировкой диаметра рукава гарантируют достижение максимального коэффициента раздува (BUR), стабильной разнотолщинности и ширины, особенно для тонких пленок. Комбинация внешнего и внутреннего охлаждения рукава, дополнительная охлаждающая секция между складывающей рамой и водоохлаждаемым прижимным валом тянущего устройства обеспечивают оптимальное охлаждение, гарантированное качество пленки в сложенном виде и минимальную высоту тянущей башни. Российский потребитель очень требователен к внешнему виду упаковки, особенно к ее оптическим свойствам. Сегодня благодаря охлаждению и дизайну формующих головок на линиях «EXTROY» можно получить мутность на полиолефиновых пленках в районе 4, что очень близко к значениям мутности, получаемой по КАСТ технологии. Конструкция рамы калибровочной корзины с моторизованной регулировкой высоты обеспечивает стабильность рукава и легкость обслуживания. Регулировка диаметра рукава моторизована и централизована, Все сегменты корзины двигаются радиально вместе по направлению к центру рукава. Калибровочная корзина регулируется одним прикосновением к регулирующим пластинам, таким образом, легко и быстро обеспечивает контроль рукава. Тефлоновые ролики, фетровые или хлопчатобумажные рукава легко скользят по пленке, не оставляя следов, и не создавая дополнительное натяжение и, соответственно, деформацию пленки. Автоматическая регулировка ширины соединена с регулировкой диаметра посредством ПЛК. Бесконтактные ультразвуковые датчики системы внутреннего охлаждения рукава (СВО) гарантируют четкую ширину рукава в сложенном виде. Для пленок с липким внешним слоем используется бесконтактная корзина с сегментами воздушной подушки. При использовании вращающейся (осциллирующей) корзины для вращающейся головки, скорость осцилляции устройств четко синхронизирована.
|














