Важной особенностью напылительного оборудования последнего поколения является то, что смешение смолы и катализатора отверждения происходит вне напыляющего пистолета, т.е. в потоке воздуха, транспортирующего и перемешивающего все три компонента (смолу, катализатор отверждения и рубленое стекловолокно). Такая конструкция напыляющего оборудования позволяет избежать отверждения полимерной композиции внутри смесительной камеры и в подающих шлангах при внутреннем смешении компонентов. Поток воздуха выполняет двойную функцию: перемешивает компоненты и транспортирует смесь к матрице. Как и при послойной ручной укладке пропитанной смолой ткани, напыленный на матрицу слой композиции прикатывается валиком с целью уплотнения и удаления пузырьков воздуха. Увеличение содержания волокна в композиции приводит к росту прочностных свойств. Однако для хорошей пропитки волокна связующим его содержание при такой технологии не должно превышать 33-35 % по массе. При использовании технологии напыления не требуются предварительный раскрой стекломатериалов, подготовка полимерной композиции и пропитка ею армирующего наполнителя. Это позволяет сократить производственные площади, повысить производительность труда и снизить себестоимость продукции. Технология производства изделий путем напыления наиболее экономически целесообразна при изготовлении крупногабаритных изделий, т.к. количество образующихся отходов зависит от площади изделия и снижается с ее увеличением. Так, при площади изделия более 1 м2 количество отходов не должно превышать 2 %. Для многих областей применения стеклопластиков, особенно для изготовления архитектурно-строительных изделий, продукции культурно-бытового назначения, водных горок и аттракционов, большое значение имеет цветовое оформление изделий. Достижение требуемых цветов изделий с одновременным повышением их устойчивости к воздействию УФ-облучения, а также к различным агрессивным средам, истиранию и другим нагрузкам осуществляется путем использования в качестве лицевого слоя специальных полимерных композиций (гель-коутов), окрашенных в требуемый цвет. Для их изготовления используются полиэфирные смолы с более высокими физико-механическими и физико-химическими свойствами, чем смолы, применяемые для изготовления стеклопластика. Для окрашивания гель-коутов в требуемые цвета используют органические и неорганические пигменты. Используя комбинации цветных паст, современная промышленность поставляет потребителям сотни гель-коутов различных цветовых оттенков. Толщина покрытия составляет 0,4-0,6 мм. При недостаточной толщине через него проступает структура армирующего наполнителя и снижается его долговечность, а при завышенной толщине гель-коут склонен к растрескиванию и появлению других дефектов. Неравномерная толщина слоя гель-коута также приводит к снижению свойств лицевого слоя, поэтому ее необходимо тщательно контролировать в процессе напыления на матрицу. Прессование стеклопластиков в замкнутых объемах - достаточно старый процесс. Он используется для производства формованных изделий с заданной поверхностью и точными размерами. Формование проводится под давлением при комнатной или повышенной температуре. Замкнутое пространство, соответствующее геометрии изделия, может создаваться разъемной формой (рис. 4) или с помощью эластичной диафрагмы (рис. 18). Роль эластичной диафрагмы часто выполняет резиновый мешок, который может обжимать заготовку за счет давления воздуха, подаваемого в него, либо путем создания вакуума между мешком и заготовкой. 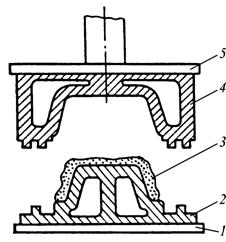
Рис. 4. Схема прессования изделия в замкнутой форме:
1 - неподвижная плита пресса; 2 - пуансон; 3 - заготовка; 4 - матрица; 5 - подвижная плита пресса 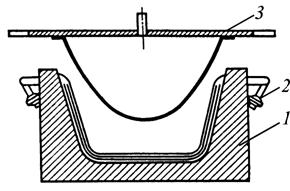
Рис. 5. Схема прессования изделия при помощи эластичной диафрагмы:
1 - форма; 2 - запорные болты; 3 - верхняя плита; 4 - эластичная диафрагма
Необходимость нагрева формы с заготовкой определяется свойствами связующего. Так, использование в качестве связующего фенолформальдегидных смол требует нагрева материала в течение 15-20 мин при температуре 190-200 °С. Применение полиэфирных и эпоксидных смол позволяет проводить отверждение при комнатной температуре. В последние годы широко используется формование армированных пластиков по RTM-процессу (resin transfer moulding). При этой технологии также используют закрытые формы, состоящие из двух частей (рис. 6). 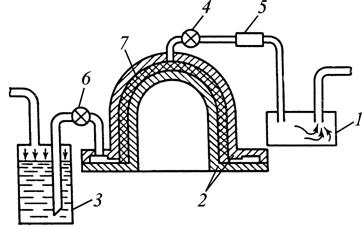
Рис. 6. Схема формования изделий по RTM?процессу: 1 - водный фильтр; 2 - форма; 3 - емкость со связующим; 4 - кран вакуумной линии; 5 - вакуум-насос; 6 - кран линии подачи связующего; 7 - армирующий наполнитель
Отверждение связующего производится при комнатной температуре. Процесс заключается в следующем. В форму 2 закладывается армирующий волокнистый наполнитель 7 в виде ткани, холста и других волокнистых материалов. Форма герметично запирается, и в ней с помощью вакуум-насоса 5 создается вакуум. После этого в форму из емкости 3 под небольшим давлением подается полимерная композиция (смола с катализатором отверждения). При этом связующее растекается по всему объему формы и пропитывает армирующий наполнитель.
| 













