Процесс металлизации пленок 
Пластиковая пленка огибает охлаждаемый барабан и проходит над источником испарения на скорости до 840 м/мин. Алюминиевые испарения конденсируются на полотне и образуют покрывающий слой. Ламинация пленок Строго говоря, ламинирование представляет собой процесс совмещения двух или более рулонных полотен (пленок, бумаги или фольги) и соединения их с помощью клея или нагревания. Адгезивное ламинирование пригодно как для малых, так и для больших партий и подходит для одностадийного производства ламинатов, имеющих два и более компонентов. В процессе ламинации два или более материала соединяются друг с другом посредством склеивания. Одной из основных причин ламинации является объединение физических и механических свойств различных материалов. Процессы лами¬нирования могут быть разделены на две главные категории: мокрое кэширование и сухое кэширование. При мокром кэшировании используют адгезивы на основе раст¬ворителя или воды. Применяют его только тогда, когда один или более слоев проницаемы для воды или других растворите¬лей, используемых в составе адгезива. В целом мокрое кэши¬рование обычно не дает хороших результатов с полимерными пленками. В процессе сухого кэширования используют: 1) водную или ос¬нованную на растворителе адгезивную пленку, которую высуши¬вают перед ламинированием, или 2) клеи-расплавы на базе воска или полимеров. В первом случае ламинирующий адгезив на воде или раство¬рителе наносят в строго определенных количествах на один из слоев методом глубокой печати или намазкой валками встреч¬ного движения, как описано выше. Покрытый слой затем про¬ходит через печь для удаления всей воды или растворителя и затем комбинируется с другим слоем в зазоре под давлением между валками, которые иногда подогревают. Установка схема¬тически показана на схеме 3.4. В противоположность мокрому кэшированию этот процесс очень удобен для ламинирования по¬лимерных пленок с другими субстратами. Факторы, влияющие на успех этого типа кэширования при ламинировании полимерных пленок, - это контроль натяжения, точность нанесения адгезива и точный контроль сушки. Натя¬жение пленки обычно должно быть сведено к минимуму и будет зависеть от расстояния, на котором пленка должна быть про¬тянута через ламинирующее оборудование, и углов поворота при изменении направления по мере ее прохождения под валком. Эффективный контроль натяжения наиболее легко осуществляется в тех машинах, где обе разматывающих установки и валки в сушильной камере находятся на одной прямой. Если используют систему с покрывающими валками встречного вращения, валки не должны вращаться слишком быстро, иначе будет происходить торможение, способствующее увеличению натяжения пленки. Равномерное и точное нанесение адгезива чрезвычайно важно, и связанные с этим недостатки могут привести к расслоению. Любая система, использованная для нанесения покрытия, должна обеспечить необходимый уровень регулирования толщины покры¬тия. Вязкость адгезива - еще один фактор, и ее нужно под-держивать постоянной, насколько это возможно. Характеристика сушильной печи особенно важна при лами¬нировании полимерных пленок, где растворители не могут быть поглощены пленкой. Избыток растворителя, оставшийся в адгезиве при прохождении зазора между валками, является главной причиной расслоения. Процесс адгезивной ламинации пленки (сухое кэширование) 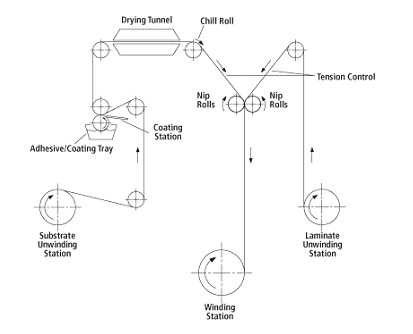
Для ПВХ ленты, предназначенной для термоформования, имеет место ламинация полиэтиленом. В результате получается высокобарьерная двухслойная пленка, предназначенная для упаковки продуктов малого срока хранения – мясо, рыба, сыр. С рынком жестких ПВХ пленок рынке можно познакомиться в отчете Академии Конъюнктуры Промышленных Рынков «Рынок жестких ПВХ пленок в России». www.newchemistry.ru
| 













