Каландры очень массивны из-за больших усилий, необходимых для продавливания пластической массы в тонкую щель. Они требуют высокой температуры с небольшим допуском по валу и высоких давлений, также с низким допуском. Требуется большая площадь пола из-за сопутствующих устройств типа миксеров, смесителей, систем контроля температуры, загрузки - выгрузки и т. д. Каландрование поэтому капиталоемкий процесс, ка¬ландры стремятся создавать для широкоформатных пленок, не менее 1,8 м, так как цена их в этом случае пропорционально меньше. Однако такие большие машины применяют только для пластифицированного ПВХ, потому что вязкость непластифи¬цированного ПВХ значительно больше, что затрудняет работу на валках большой ширины. Для производства непластифицированных ПВХ пленок был разработан специальный процесс Лювитерм (Luvitherm). ПВХ быстро нагревают до 220° С в контакте со специально сконструированными алюминиевыми валками и полу-чаемую горячую пленку обычным образом сразу же ориентируют в высокотемпературной зоне. Каландры уже, чем описанные выше большие машины, их производительность меньше. Используют специальные марки ПВХ (со специальной стабилизацией), а стадию компаундирования обычно проводят на экструдере, не-посредственно запитывающем каландр. Каландрованные пленки обычно более однородны по сравнению с экструзионными. Это связано с многими причинами, одна из которых - продуманность конструкции каландров. Конечная толщина пленки очень сильно зависит от щели между последней парой валков, в то время как в процессе экструзии толщина зависит больше от коэффициента вытяжки в случае рукавной пленки или скорости приема в случае поливной пленки. Кроме того, в поперечном сечении экструзионной головки могут быть участки, где течение предпочтительно, что приводит к разнотолщинности. Дополнительным преимуществом каландрования является лучшее смешение. Количество энергии, доступное в каландровой линии, много больше, чем в экструзионной. По¬этому каландрованная пленка менее зависима от однородности сырья. Главное преимущество экструзии ПВХ - намного меньшие капитальные затраты, что дает более быструю экономическую отдачу. Схема производства пленки каландрованием 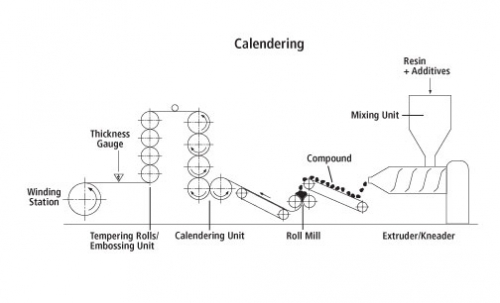
Источник: по данным немецкого производителя ПВХ пленок Alkor Технологии обработки пленки Металлизация пленок Для целей термоформования одноразовой упаковки используются прозрачная, окрашенная в различные цвета и металлизированная пленка. Изначально производимая пленка (экструзионная или каландрированная) выходит прозрачной (в случае применения первичного сырья). При желании ее можно окрасить в различные цвета. При этом возможно два варианта. Во-первых, пленка может быть окрашена в массе, что достигается путем добавления на стадии перемешивания сырья специальных красителей. Во-вторых, можно добиться двухслойного окрашивания, при котором одна сторона пленки имеет один цвет, вторая сторона – другой. Для ПВХ ленты используется чаще всего коричневое и золотисто-оранжевое окрашивание в массе (коррексы для конфет и других кондитерских изделий).
|














