Аналогичным образом можно, например, установить, что для получения равноусадочной пленки толщиной 100 мкм при ширине полотна 2000 мм и зазоре в головке 0,5 мм необходимо обеспечить следующие параметры: вытяжка по толщине 5 : 1, коэффициент раздува 3:1 при диаметре щели 400 мм. С использованием номограмм приведенного типа можно также решать другие задачи: например, для головки конкретных размеров (т.е. для имеющейся установки) при известной толщине и ширине целевого продукта, оценить ожидаемый уровень продольной и поперечной усадки. Подобные задачи чаще всего встречаются в технологической практике, в то время как первые два примера полезны в тех случаях, когда надо выбирать агрегат, на котором предпочтительно изготавливать пленку заданного качества по параметрам усадки. На величину продольной усадки существенно влияет продольная вытяжка полимера, которую на практике удобно оценивать по так называемому показателю съема пленки (i), определяемому отношением скорости отбора пленки и скорости экструзии, т.е. i = H /(kh), где Н – толщина зазора щели; к – коэффициент раздува; h – толщина пленки. При выборе установки для экструзии пленки, обладающей заданными геометрическими параметрами, практически единственной переменной величиной остается толщина зазора щели (Н), поскольку значения коэффициента раздува для получения материала с требуемой усадкой выбирают в относительно узких пределах. Параметр продольной вытяжки уменьшается с увеличением толщины пленки и с уменьшением зазора Н. Влияние линейной скорости рукава сказывается на времени достижения материалом линии кристаллизации и на времени протекания релаксационных процессов: чем меньше это время, тем выше усадка. 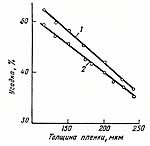
Рис.5 Повышение производительности ведет к возрастанию усадки в продольном направлении, в то время как поперечная усадка остается практически неизменной. Как правило, увеличение толщины пленки приводит к снижению усадки (см. рис.5). Это особенно заметно при толщинах продукта более 100 мкм и часто объясняется тем, что увеличения толщины достигают снижением скорости вытяжных валков или повышением производительности экструдера. Кроме того, даже при постоянной производительности, большая теплоемкость толстых пленок удлиняет время (снижает скорость) охлаждения, что приводит к усилению релаксационных обратимых деформаций в полимере. Отмечено влияние формы рукава на усадку пленок. Так, для рукавов «бочкообразной» формы типична высокая скорость поперечного растяжения и, следовательно, большая поперечная усадка получаемой пленки, которая часто преобладает над продольной. Поперечная усадка снижается при переходе к конической форме рукава, что способствует получению изотропных по усадке пленок. Варьированием режимов охлаждения можно также добиться получения равноусадочных пленок при другой форме рукава. Этому способствует снижение линии кристаллизации на рукаве с «шейкой» (горловиной) и по возможности повышение ее расположения на рукаве в виде бочки. На практике, к сожалению, эти рекомендации реализуются с трудом, так как этому препятствуют ограничения, накладываемые требованиями стабильности процесса и возможностями систем охлаждения рукавной заготовки для конкретных установок. Для высококачественной упаковки необходимо не только применять пленки, обладающие высокой склонностью к усадке, но и учитывать некоторые важные аспекты реализации усадки в термокамерах упаковочных машин. Это связано, прежде всего с тем, что последующая усадка пленок зависит от температуры и времени выдержки образца. Увеличение любого из этих параметров приводит к возрастанию усадки. Из графиков для рукавных пленок их ПЭВД, приведенных на рис. 6., видно, что начиная с определенных температурно-временных режимов тепловой обработки достигается максимальная усадка пленок, которая в дальнейшем остается постоянной. Другой важный для технологической практики вывод из рис.6 а, состоит в том, что для целей упаковки интерес представляет только сравнительно узкий интервал температур. В приведенном примере ниже 115 0С усадка настолько мала, что не обеспечивает плотности упаковки, а повышение температуры более 125 0С нецелесообразно (усадка в рабочем диапазоне температур составит 20 – 55%). Отсюда следует, что для получения высококачественной упаковки необходимо точное знание температуры и выполнение строгих требований относительно равномерности теплового режима в объеме усадочной камеры. 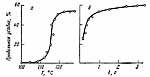
Рис.6 www.newchemistry.ru
|














