
К достоинствам этого вида упаковки по сравнению с традиционными пленочными можно отнести: малый объем упаковки за счет плотного обтягивания товара;
меньшая масса пленки;
дешевизна и привлекательность;
надежная защита товара от воздействия окружающей среды. Как известно, при упаковке в ТУ пленку, самой важной характеристикой является степень ее усадки (коэффициент усадки), определяющаяся величиной обратимой деформации, накопленной и «замороженной» в полимере в процессе его формования. Степень усадки зависит от следующих трех групп факторов: 1.Природы и свойств полимера (разветвленность молекул, степень сшивания, степень кристалличности, плотность), а также состава композиции;
2.Технологических режимов и условий получения пленки (температура и кратность вытяжки, температура и скорость экструзии, толщина зазора кольцевой щели, коэффициент раздува рукава и т.д.);
3.Условий реализации усадки (время и температура выдержки пленки в термокамере). Технологическая практика и эксперименты, проведенные на ПЭ показывают, что повышение плотности и индекса расплава исходного полимера приводит к снижению усадки получаемых пленок. На их основании можно сделать вывод, что для изготовления высококачественных термоусадочных материалов по возможности необходимо использовать высокомолекулярные марки. К возрастанию усадки может приводить введение в полимерное сырье добавок, в том числе и красителей. Переходя к обсуждению влияния технологических параметров, рассмотрим их влияние на склонность материала к усадке, отметив сразу, что один из путей увеличения усадки в любом из двух направлений состоит в повышении кратности вытяжки в соответствующем направлении. Во всех случаях при этом возрастает не только число проходных цепей, но и степень ориентации аморфной фазы полимера в направлении вытяжки. Таким образом, любые изменения технологических параметров получения рукавных пленок, способствующие повышению кратности вытяжки, обеспечивают возрастание последующей усадки материала. Теперь о влиянии конфигурации формующих каналов, размера щели и температуры массы в экструзионной головке. При течении в каналах расплавы полимера накапливают значительную обратимую деформацию, проявляя высокоэластические свойства. Эти деформации успевают при течении релаксировать тем в меньшей степени, чем меньше относительная длина формующего канала. Это означает, что способность получаемой пленки давать усадку «закладывается» не только при растяжении (ориентации) рукавной заготовки, но и в значительной степени уже при самой экструзии расплава. Установлено, что при одинаковых режимах и скоростях переработки, поперечная усадка материалов, изготовленных с использованием головок, конструктивные схемы которых представлены на рис. 1, различна. Повышению усадки способствует резкое и быстрое расширение потока в подводящих каналах головки (рис. В), в то время как на других (рис. А и Б), поперечная усадка пленки значительно меньше. 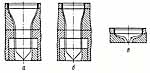
Рис.1 Что касается продольной усадки, то при прочих равных условиях она снижается с увеличением толщины зазора и увеличением длины формующей щели вследствие уменьшения напряжений сдвига и более полной релаксации при течении. |














