В случае существования угла между осями калибраторов, калибраторов и ванны существует большая вероятность искривления мерных отрезков профиля или, другими словами, «сабля» (см. Рисунок 6). Надо отметить, что установка инструмента (фильеры, калибраторов и ванны) строго по оси не дает гарантии предотвращения возникновения «сабли», однозначно определить причины ее возникновения достаточно проблематично. Наоборот, создание искусственного «залома» является эффективным (а иногда единственным) способом устранения такого дефекта (см. Рисунок 6). 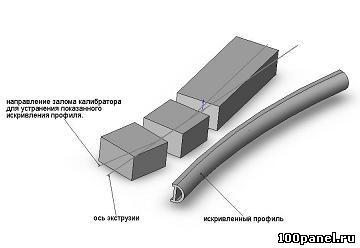
Рисунок 6. «Исправление продольного изгиба профиля». Второй калибратор находится на оси экструзии. В обычном случае, для исправления показанного на рисунке изгиба детали достаточно «заламывания» ванны в указанном направлении. Поворот первого калибратора (как на рисунке), явление достаточно редкое. Разумеется, подобным образом можно исправлять и изгибы профиля в вертикальной плоскости (т.н. "лыжа"). В случае отсутствия ванны в составе инструмента, исправлять изгиб профиля можно с помощью преднамеренного углового смещения всего блока калибраторов. В этом случае направление «залома» определяется опытным путем. • Вытягивание профиля в калибраторах. Явление «вытягивания» профиля в продольном направлении в калибраторах присутствует всегда. В некоторых случаях, оно становится заметно и начинает влиять на параметры готового профиля. Вытягивание чаще всего наблюдается в первом калибраторе. Проявляется следующим образом: на входе в калибратор жгут массы выглядит значительно шире, чем отверстия калибратора, на выходе из первого (и последующих) калибраторов профиль «узкий», размеры поперечного сечения занижены. В этом случае, дальнейшему «наполнению» профиль не поддается. Подобная ситуация возникает из-за пластической деформации не остывшего, а значит мягкого, материала в калибраторе. Причина явления – недостаточно быстрое охлаждение материала профиля. При этом, в каком-то месте по длине калибратора, силы сопротивления вытягиванию достигают значений предела текучести материала при данной температуре. Материал начинает вытягиваться. Если в указанном месте калибратора значение предела текучести материала увеличить, (остудить материал), вытягивания не произойдет. На практике, картина чрезмерного вытягивания профиля, обычно встречается при повышенных, в сравнении с номинальными, скоростях экструзии или при повышенной температуре охлаждающей воды. Для разрешения ситуации достаточно уменьшить скорость экструдирования профиля. Говоря о вытягивании профиля в калибраторах надо понимать, что интенсивность вытягивания может значительно различаться в разных точках поперечного сечения профиля. Если провести ровную поперечную черту маркером на поверхности жгута (плоского) профиля на выходе из фильеры, после первого калибратора черта будет искривлена. Частично, искривление нарисованной полосы объясняется разной степенью вытягивания поверхности профиля вдоль черты. www.newchemistry.ru
|














