 Технологию ультразвуковой сварки можно представить с помощью образа падающего резинового шарика. Шарик никогда не возвращается к своей прежней высоте падения, потому что часть потенциальной энергии преобразуется в энергию деформации и теплоту. Вместо шарика, в зоне сварного шва небольшие участки детали сгибаются силой колебания с частотой 15 000 - 70 000 циклов в сек (кГц). Это приводит к тому, что части оплавляются и обтекают вдоль линии соединения, создавая сварной шов. Технологию ультразвуковой сварки можно представить с помощью образа падающего резинового шарика. Шарик никогда не возвращается к своей прежней высоте падения, потому что часть потенциальной энергии преобразуется в энергию деформации и теплоту. Вместо шарика, в зоне сварного шва небольшие участки детали сгибаются силой колебания с частотой 15 000 - 70 000 циклов в сек (кГц). Это приводит к тому, что части оплавляются и обтекают вдоль линии соединения, создавая сварной шов.
Описание технологии В ультразвуковой сварке высокочастотная электрическая энергия преобразуется в вертикальное механическое движение с частотой 15 000 циклов в секунду и более. В ходе процесса сварки детали, которые подлежат соединению, скрепляются под давлением, а затем подвергаются этим высокочастотным колебаниям, так что из-за силы вибрации участок соединения испытывает напряжение (см. рис. 1). Вследствие этого стыка из-за совместного воздействия поверхностного и межмолекулярного трения в поверхности вырабатывается теплота, порожденная трением. Сила и вектор вибрации обычно направлены к соединяемым поверхностям под прямым углом. Ключевое значение для получения хорошо воспроизводимого качества сварки - наряду с правильным выбором установки ультразвуковой сварки - имеет влияние полимера, которое связано с природой сырья, конструкцией деталей и поверхностью соединения, производством литьевых деталей (литье под давлением) и способностью работать с оптимизированными параметрами сварки. В процессе сварки эффективное использование акустической энергии требует вырабатывания контролируемого и локализованного количества межмолекулярной теплоты, связанной с трением, чтобы целенаправленно индуцировать определенную "усталость" материала с пластическим слоем в месте соединения или в зоне стыка между свариваемыми поверхностями. Когда в зоне стыка между деталями выделяется достаточное количество теплоты, происходят размягчение и плавление соприкасающихся поверхностей. Сварка под давлением приводит к тому, что термически и механически колеблющиеся молекулы образуют связи. По сравнению с оборудованием, необходимым для других методов сварки, оборудование, требуемое для ультразвуковой сварки, относительно сложное. Вся система включает электронный источник питания, резонансную систему (преобразователь, усилитель, сварочный наконечник) и фиксатор детали (опора). Усилие давления, необходимое для процесса сварки, обеспечивается прессом. 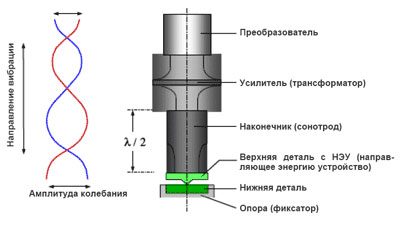
Рис. 1: Схематическое описание механизма ультразвуковой сварки В наиболее коммерчески доступном оборудовании источник питания дает на выходе электрический ток с частотой 20 или 40 кГц, с номинальной мощностью в диапазоне от нескольких сот до пяти тысяч и более Ватт. Преобразователь трансформирует высокочастотные электрические колебания в высокочастотные механические вибрации - по принципу пьезоэлектрического или электрострикционного эффекта. Эти вибрации могут быть усилены (или ослаблены) усилителем, который соединен со сварочным наконечником. Обычно амплитуда колебаний имеет диапазон от 20 до 100 микрон. Сварочной наконечник имеет две главных функции:
- сообщать ультразвуковые вибрации деталям, которые предстоит сварить; - создавать давление, необходимое для образования сварного шва. Детали должны быть закреплены ровно относительно конца наконечника так, чтобы в ходе сварки между деталями поддерживалось равномерное давление. Если две свариваемые детали просто поместить на сварочном столе, обе детали во время сварки могут выскользнуть из-под наконечника. Опора используется для того, чтобы закрепить нижнюю деталь и установить ее перпендикулярно наконечнику. Опора служит для наконечника конечным упором и может использоваться также в качестве направляющей верхней детали. Рабочая поверхность опоры геометрически адаптирована к детали. Для защиты чувствительных поверхностей детали, зажимное крепление может быть покрыто эластичным материалом (например, PTFE, пробкой, резиной, кожей или эластомерами). Контакт наконечника с отполированными до зеркального блеска или структурированными поверхностями может привести к появлению отметин. Эффект таких отметин можно уменьшить с помощью защитного покрытия, помещаемого между наконечником и поверхностью, например, в виде полиэтиленовой защитной пленки. На рисунке 2 показан отклик на вибрацию механического резонансного элемента (преобразователя, усилителя, наконечника). Слева механический резонансный элемент находится в положении покоя, в середине наконечник вибрирует в фазе расширения, а справа - в фазе сжатия. Амплитуда составляет половину амплитуды вибрации (полный путь от одного пика до другого). 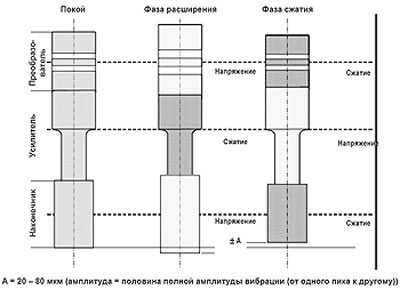
Рис. 2: Отклик механического резонансного элемента на вибрацию Последние десять лет характеризовались быстрым развитием техники и технологии ультразвуковой сварки. Основные функции, такие как энергия сварки, дефекты, сила пускового механизма и давление, теперь контролируются микропроцессором. Кроме того, предполагаются оперативная обратная связь и проверка режима сварки, наряду со способностью изменять в течение циклов сварки силу сварки и амплитуду. Наконечники для ультразвуковой сварки термопластов обычно изготавливают из алюминиевых или титановых сплавов. Для сварки особо подверженных истиранию материалов, например, для сварки материалов с высоким содержанием стекловолокна, используется сталь отборных высококачественных марок. Крупные детали можно также сваривать с помощью нескольких соединенных вместе наконечников. При одной методике, наконечники, каждый из которых имеет преобразователь, подключаются одновременно к отдельным источникам питания или последовательно подключаются к одному источнику питания. В другой методике используется комплект наконечников, присоединенных к одному преобразователю, который при очередном прохождении цикла одновременно питает энергией наконечники. Для эффективной сварки, наконечники должны резонировать с частотой, очень близкой к номинальной действующей частоте сварочной установки. Изменения параметров процесса Различают ультразвуковую сварку «близкого поля» и «дальнего поля» (см. рис. 3). Это разграничение относится к расстоянию от сварочного наконечника до места соединения деталей. 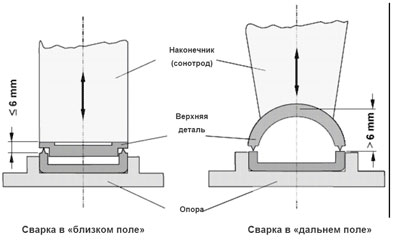
Рис. 3: Сварка в «близком поле» и сварка «дальнем поле» В случае сварки в «ближнем поле», поверхность соединения деталей находится близко к контактной поверхности наконечника. Например, расстояние от контактной поверхности наконечника/ пластиковой детали до поверхности стыка может быть порядка 6 мм. Обычно наилучшие результаты сварки для большинства пластмасс получаются при сварке в «ближнем поле». Поэтому всюду, где возможно, следует стремиться располагать детали непосредственно под контактной поверхностью наконечника и как можно ближе к месту соединения. В сварке в «дальнем поле» расстояние между поверхностью наконечника (пластиковой формовки) и поверхностью стыка превышает 6 мм. Таким образом, чтобы полимер эффективно передавал энергию, он не должен быть, к примеру, слишком гибким или иметь слишком высокий коэффициент податливости. Очень хорошо передают соединению ультразвуковую энергию твердые, аморфные пластмассы. Детали, крепление и сварной наконечник должны быть физически выровнены таким образом, чтобы давление и вибрации были равномерными и действовали многократно. Выравнивание деталей и крепления в плоскости, параллельной торцевой плоскости наконечника, может быть обеспечено несколькими способами. При одном из них, лист чистой копировальной бумаги кладут окрашенной стороной на чистый лист бумаги, и оба листа помещают между сварным наконечником и деталями. Технология Главными переменными ультразвуковой сварки являются время сварки, время выдержки, давление и амплитуда колебаний. Время сварки - это период, в течение которого действуют колебания. Правильное время сварки для каждого случая применения определяется испытанием и погрешностью. Важно избегать избыточного сваривания. В дополнение, создание избыточных выплесков может потребовать зачистки, что может ухудшить качество сварки и привести к неплотному соединению деталей, требующих герметичного спая. Кроме того, при более длительной процедуре сварки могут возникнуть оплавления деталей и трещины в частях, удаленных от места соединения, особенно в отверстиях, линиях стыка и острых углах свариваемых деталей. Опыт, накопленный потребителями и заводами-изготовителями сварочного оборудования, показал, что для достижения требуемого качества сварки время сварки должно быть как можно меньше (по возможности, менее 1,5 сек). После воздействия ультразвука наступает короткая выдержка или время охлаждения. Время выдержки должно быть таким же, что и продолжительность цикла сварки. Во время выдержки детали удерживаются вместе, и это позволяет им отвердеть под давлением без вибраций. Это не самая важная переменная; и обычно 0,5- 1,5 секунды достаточно для большинства случаев практического применения, если только внутренняя нагрузка не приводит к разъединению свариваемых деталей (например, в случае спиральной пружины, сжатой между деталями перед сваркой). Важным технологическим параметром является физическая амплитуда колебаний, воздействующих на свариваемые детали. Для того чтобы достичь эффективной и быстродействующей подводимой энергии в конструкционные полимеры, необходима высокая амплитуда колебаний 50 - 90 мкм (см. Табл. 1). Таблица 1: Рекомендуемые значения амплитуды в ультразвуковой сварке в «близком поле» при 20 кГц (в зависимости от материала амплитуды могут отличаться) Материал | Амплитуда в мкм (значения, принятые на практике) | | Полистирол (ПС) | 15-35 | | Ударопрочный полистирол | 20-40 | | Акрилбутадиенстирол (АБС) | 30-50 | | Стирол-акрилонитрил (САН) | 30-50 | | Полиацетил (ПОМ) | 40-60 | | Полиамид (ПА) | 40-70 | | Полибутентерефталат (ПБТ) | 50-90 | | Полиэтилен (ПЭ) | 40-80 | | Полипропилен (ПП) | 40-80 |
Давление сварки создает силу статического электричества, необходимую для «сцепления» сварного наконечника с пластмассовыми деталями таким образом, чтобы в них можно было вызвать вибрации. Эта же статическая нагрузка обеспечивает скрепление деталей, когда в течение времени выдержки в месте стыка отвердевает расплавленный материал. Для хорошей сварки важно определить оптимальное давление. Если давление слишком мало, оборудование работает неэффективно, так как это приводит к излишне продолжительным циклам сварки. Если давление слишком велико относительно амплитуды колебаний в сварочном наконечнике, это может вызвать чрезмерную нагрузку, остановить наконечник и заглушить колебания. В ультразвуковой сварке при низком давлении требуется высокая амплитуда, а при высоком давлении - низкая амплитуда. Конструкция детали Конструкция детали является важной переменной в ультразвуковой сварке, особенно в случае с материалами, которые обладают полукристаллической структурой и высокой точкой плавления. Она является менее важной в сварке аморфных пластмасс. Деталь, которая сконструирована плохо или не подходит для данного материала, как и неправильный режим переработки, может оказать неблагоприятное воздействие на изготовление деталей посредством литья под давлением, что в результате может привести к сварке низкого качества. В числе таких факторов могут быть:
- отклонения в размерах (усадка, остаточная усадка, коробление);
- отклонения в весе (степень заполнения);
- дефекты поверхности (углубления, несовершенные очертания поверхности соединения); - неравномерность (утяжки, линии спая, напряжения)
- технологические дефекты (расслоения, разделение) - чрезмерное внутреннее напряжение (особенно, в случае аморфных пластмасс). Для надежного сцепления сварочного наконечника должна быть обеспечена максимально ровная поверхность, которая пригнана к детали и достаточно велика по площади (см. рис. 4 б). Там, где площадь поверхности слишком мала, передача ультразвука ухудшается, вследствие чего на поверхности сцепления появляется дефект. 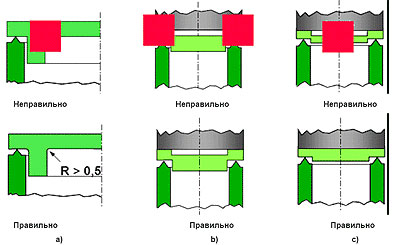
Рис. 4: Конструкционные указания для ультразвуковой сварки Поверхность соединения должна быть расположена максимально вертикально по отношению к оси наконечника и параллельно к его фронтальной поверхности. Поверхности соединяемых деталей должны быть также в одной плоскости. Верхняя и нижняя части детали должны быть центрированы таким образом, чтобы они сохраняли свое положение в процессе сварки. Во время излучения ультразвука, на автономных ребрах жесткости, торцах, болтах и вставленных деталях могут образоваться повреждения или трещины, и даже может быть нарушена формовка. Этого можно избежать, если все углы, грани и стыки выполнить с достаточно большими радиусами: 0,2 - 0,5 мм (см. рис. 4 а), а также за счет короткого времени сварки или применения вибропоглощающих опор. Чтобы максимизировать передачу колебаний, детали должны быть сконструированы с плоской поверхностью контакта со сварочным наконечником (см. рис. 4 в). Эта поверхность должна быть максимально широкой и непрерывной по всему участку стыка. Прерывистый контакт между наконечником и деталью могут привести к прерывистой сварке. Отлитые детали должны быть твердыми. Должны быть предусмотрены достаточно толстые стенки. Существует опасность повреждения деталей, толщина стенок которых недостаточна (см. рис. 4 в). Дизайн соединения Существует целое разнообразие схем стыкового соединения, и каждая из них обладает своими особенностями и преимуществами. Их выбор определяется такими факторами, как тип пластика, конфигурация детали, требования к сварке и внешний вид. Самым важным является уменьшенная начальная поверхность соприкосновения между удерживаемыми компонентами в форме направляющего энергию устройства (концентратора энергии) или шага. Это позволяет достигнуть высокой концентрации энергии для быстрого плавления. Есть два основных типа соединения: соединение встык с энергетическим направляющим устройством и соединение внахлест. Соединение встык с направляющим энергию устройством (см. рис. 5) - это наиболее распространенная схема соединения, используемая в ультразвуковой сварке, и наиболее легкая для формирования в детали. Можно достигнуть прочных соединений с аморфными полимерами; однако может оказаться трудным получить герметичные спаи в сложных деталях. В простейшей форме, направляющее энергию устройство представляет собой гребень, имеющий форму треугольника с вершиной 60° или 90°, обычно высотой 0,3 - 0,8 мм, формованный на одной из деталей. Это направляющее энергию устройство ограничивает начальный контакт очень малым участком и фокусирует ультразвуковую энергию в вершине треугольника. Во время цикла сварки, сфокусированная ультразвуковая энергия вызывает плавление гребня и оплавление полимера по всему участку стыка, соединяющего детали. Соединение встык языка и канавки с направляющим энергию устройством используется, прежде всего, для автоматического размещения деталей и предупреждения выплеска как внутри, так и вне зоны сварки. Он обеспечивает наибольшую прочность связи всех стыков соединения. 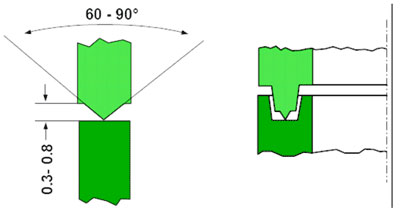
Рис. 5: Простое соединение встык (слева) и соединение «язык-в-канавке» (справа) с направляющим энергию устройством (НЭУ) Для полукристаллических полимеров или в том случае, когда необходимы воздухонепроницаемые затворы или высокая прочность соединения, соединение внахлест (или интерференционное соединение) является предпочтительнее (см. рис. 6). В этом случае начальный контакт ограничивается малым участком, который обычно является шагом или выемкой в любой из деталей. Сварка достигается первым плавлением соприкасающихся поверхностей; затем, когда детали телескопически складываются, они продолжают плавиться вдоль вертикальных стенок. Смазывающее действие двух поверхностей расплава устраняет наплывы и пустоты, что делает этот способ лучшим соединением для получения прочных, герметичных спаев. Поэтому прочность сварки определяется глубиной раздвинутой секции, которая является функцией времени сварки. Глубина сварки и прочность сварки являются прямо пропорциональными. Следует рассмотреть несколько важных аспектов соединения внахлест; верхняя деталь должна быть с максимально пустой, будучи фактически просто крышкой. Стенки нижней секции должны быть закреплены в соединении зажимным приспособлением, которое близко соответствует внешней конфигурации детали, чтобы избежать расширения под давлением осадки. Параллельная ориентация является менее важной при соединении внахлест, чем при соединении встык. Из-за глубины сварки и механизма смазывания незначительные вариации существенно не влияют на прочность или герметичность сварки. По этой же причине при таком соединении можно допустить более высокую степень деформации в деталях. 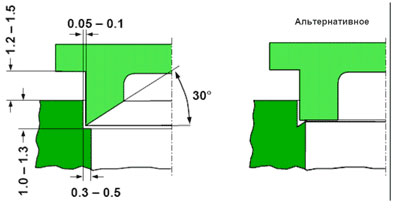
Рис. 6: Соединения внахлест Влияние, связанное с материалом и технологией Легкость, с которой может быть сварен материал, зависит от его способности передавать высокочастотные колебания. Обычно потери энергии выше в случае полукристаллических пластмасс, чем при сварке твердых аморфных пластмасс. Есть простое правило: пластмассы, имеющие высокий модуль упругости, обладают также низкими внутренними потерями ультразвуковых колебаний, и, следовательно, позволяют достигать максимальной передачи энергии соединению. Детали, изготовленные из полукристаллических пластмасс, обычно требуют более высоких амплитуд, чем детали, изготовленные из аморфных пластмасс. Задаются следующие значения (см. Табл. 1): - аморфные полимеры 15-50 мкм; - полукристаллические полимеры 30 - 90 мкм. Высокая температура расплава или кристаллическая структура делают сварку более сложным процессом. Очень важно влияние пигментов, средств, улучшающих разъем пресс-формы, стекловолокно и армирующие волокна. Большинство армированных материалов увеличивает жесткость, в результате которой увеличивается также коэффициент сдвига. Детали должны производиться в условиях, подходящих для их конкретного типа. Причина дефектной сварки состоит в том, что часто она осуществляется в неподходящих производственных условиях. Следует избегать отложения на поверхности соединения средств, улучшающих разъем пресс-формы, или примесей. Если нельзя обойтись без средств, улучшающих разъем пресс-формы, то нужно принять во внимание, что детали выделяют на поверхности соединения разные количества агентов, улучшающих разъем пресс-формы, и могут оказывать неблагоприятное воздействие на свойства сварки. Там, где необходимо, отлитые детали должны быть очищены. В случае неармированных пластиков, на модуль сдвига влияет также содержание влаги, степень кристаллизации, ориентация кристаллов и собственное напряжение. Эти факторы влияют также в случае армированных материалов. Вязкость расплава (выражаемая, например, Индексом расплава MFI) влияет на характеристику сварки. Высокомолекулярные, вязкие пластмассы, характеризующиеся низким MFI, обычно требуют для расплавления большего количества энергии. Это означает большую длительность цикла сварки или требует более высокой мощности на выходе аппарата ультразвуковой сварки. Пластмассы с низкой вязкостью расплава, характеризующиеся высоким коэффициентом плавления MFI, плавятся быстрее (например, ПОМ). Расплавленный материал может в таких случаях внезапно выйти за пределы области соединения. Чтобы избежать этого, должны быть с особой осторожностью скоординированы давление сварки, длительность цикла свар¬ки, амплитуда, запуск и схема области соединения. Механизм влияния пигментов на сварку до настоящего времени не выяснен. Поскольку сварочное оборудование устанавливается в условиях, которые обеспечивают качественную сварку неокрашенных деталей, качество сварки окрашенных деталей может оказаться заметно ниже. Низкое качество выражается в недостаточной прочности и большой хрупкости сварных швов. Когда ультразвуковая сварка предусматривается для скрепления деталей, которые должны быть отлиты в цветном материале, для выяснения применимости такой сварки рекомендуется провести пробную сварку прототипа. Содержание влаги должно быть как можно более низким, за исключением полиамидных деталей, где отвечающие стандартам детали, которые впитали допустимый процент влаги, дают лучшие сварные швы, чем те, которые не соответствуют требованиям стандарта. Детали, изготовленные из гигроскопичных материалов, перед сваркой должны быть полностью просушены, и их следует максимально долго хранить в полиэтиленовых мешках. Высокая степень полировки также может вызвать проблемы, если не предпринять меры предосторожности и перед сваркой не выяснить свойства расплава материала. Марки из первичного материала обычно имеют более высокую вязкость расплава, чем изделия с добавлением вторичного сырья, и это может привести к появлению на поверхности углублений и отметин, если к поверхности приложить усилие давления того же уровня, что используется при сварке деталей из полностью первичного сырья. Меры безопасности при эксплуатации ультразвуковой установки При эксплуатации ультразвукового оборудования следует соблюдать действующие правила техники безопасности, меры по борьбе с шумом и требования Руководства по эксплуатации завода-изготовителя. Следует избегать контакта с вибрирующими наконечниками. Прямое воздействие ультразвуковой энергии на кожу может привести к ожогу и разрушению тканей. Опыт, полученный до настоящего времени, показывает, что удельная мощность до 2 Вт на кв. см не опасна, если энергия ультразвука не воздействует непрерывно на один и тот же участок кожных покровов. Раздражающий или вредный шум может возникать во время ультразвуковой сборки термопластов. Предполагаемый уровень шума находится в диапазоне слышимости для человеческого слуха. Это диапазон 16 Гц - 16 кГц. Однако ультразвуковое оборудование излучает звуковые волны и в зоне более высоких частот, которые, хотя их нельзя услышать, могут быть зарегистрированы измерителем уровня шума. Опыт показывает, что там, где в ультразвуковой установке возникает недопустимо высокий уровень шума в звуковом диапазоне, предупредительной мерой всегда может быть частичное или полное покрытие преобразователя, наконечника и деталей. Покрытие должно быть полным, а не простым ограждающим. Если это невозможно, все операторы поточной линии и другой персонал, работающие в зоне действия сварочного оборудования, должны пользоваться средствами защиты органов слуха. Лабораторные техники, иногда работающие с установками ультразвуковой сварки, при наличии дискомфорта, создаваемого звуковым излучением сварочного станка, должны надевать защитные средства для ушей. BASF Aktiengesellschaft
RBU Engineering Plastics Europe
Dr. Viktor Mattus
|














