Основные правила, применяемые до начала процесса искажения • Определите специальные параметры материала, которые можно будет сохранять на протяжении всего производственного цикла (толщина, усадка, провисание). • При формовании листа установите допуски размеров листа. • Должно осуществляться управление температурой пресс-форм и плунжеров. • Для каждого цикла следует использовать одну и ту же машину. Этапы процедуры получения точного изображения на термоформованной детали • Напечатать сетку размером 1 мм x 1 мм на рулон материала или на ряд листов, если осуществляется формование листа. • Используя машину для производства и инструмент для формования, сформовать и нарезать материал. • После того, как из этого материала будут сформованы приемлемые детали, остановить машину и записать уставки машины. • Взять три индекса или листа приемлемых деталей и пометить каждую деталь порядковым номером 1, 2 или 3, номером гнезда и стрелкой, указывающей направление перемещения. • Сохраните полотно, и поместите детали обратно в полотно точно в нужное место размещения, см. Рисунок 4.61. • Подготовить лист тонкого материала с длиной, по крайней мере, 1.5x длину индекса с линиями координатной сетки 1 мм x 1 мм. • Начертить координатную систему (Рис. 4.62) на еще не нагретой поверхности материала для производства и на уже сформованной заготовке. Это осуществляется в зоне отбраковки лома. • Нулевые точки двух координатных систем должны иметь одинаковый отступ от краев материала. • Линии осей координатной системы должны совпадать с линиями сетки. • Деформированные линии сетки затем повторяются на формованном материале. • Напечатать только самые важные цвета во время первого цикла нанесения искаженного изображения для того, чтобы сэкономить на затратах. • Чем больше точек сетки перенесено с готовых деталей на координаты неформованного материала, тем точнее будет искажение. См. Рис. 4.63. Получившееся первое нанесение печати является первым искаженным печатным изображением. • На материал наносится созданное первое искаженное изображение и перекрывающаяся сетка координат. При использовании материала рулонной подачи на координатной системе устанавливаются контрольные отметки начала отсчета в координатной системе с помощью хода подачи. • Этот материал с первым нанесением искажения термоформуется с установленными настройками машины. • Описанная процедура повторяется с поправками от первого искажения, и второе искажение печатается с использованием всех цветов изображения. • По всей вероятности, описанную процедуру придется повторять в случае выполнения сложной модели до тех пор, пока не будет получен оптимальный вариант. Как и при всех многостадийных производственных операциях, чем больше опыта приобретается при осуществлении этих операций, тем проще становится данная процедура. Тем не менее, очень рекомендуется выполнять первые попытки термоформования материала с предварительно нанесенной печатью с использованием простых печатных изображений на деталях с плоской вытяжкой до тех пор, пока не будет достигнут разумный уровень уверенности. (См. рисунки 4.61, 4.62 и 4.63) Термоформование материалов с предварительно нанесенной печатью 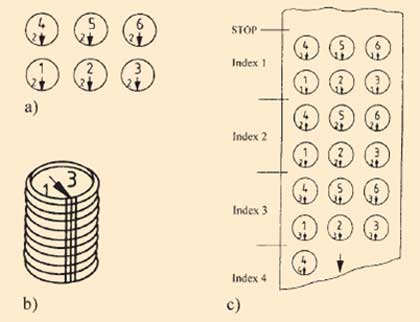
Рисунок 4.61 Пример фрагмента полотна с 3 наборами крышек (6 на инструмент)
a) 6 верхних индексов из набора #2 со стрелками, указывающими направление перемещения.
b) Стопка крышек из набора #3
c) Крышки, замещенные в полотне.
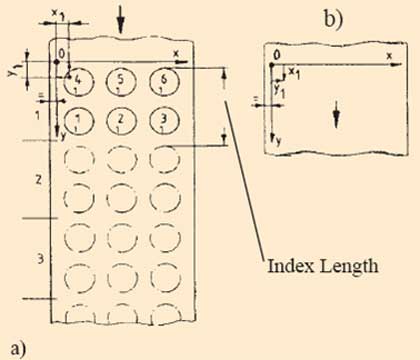
Рисунок 4.62
Система координат x/y для расчета искажения
a) Установление координат полотна.
b) Перенесение координат на неформованный материал для создания искаженной печати. 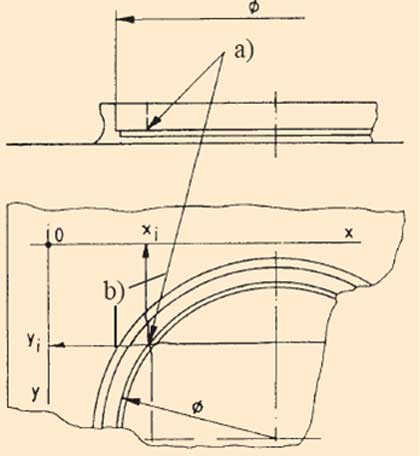
Рисунок 4.63
Считывание координат x/y для точки печати
a) Точка на краю печати
b) Движение вдоль деформированной сетки координат к осям x и y
системы координат.
www.newchemistry.ru | 













