Среди остальных полимеров лидирующую роль занимают пластизоли на основе ПВХ (от 10 до 13%), объем производства которых достаточно велик и имеются марки, специально предназначенные для ротационного формования. Для ротационного формования разработаны также специальные марки полиамидов, поликарбонатов, полипропилена, полистирола. Возможно изготовление этим методом изделий из термореактивных полимеров — полиуретанов, эпоксидных композиций и др., а также совмещение процесса полимеризации и формования (например, при полимеризации капролактама). В этом случае в форму загружают композицию на основе капролактама и катализатор. В процессе ротационного формования происходит полимеризация. Из смесей полимеров, отличающихся друг от друга значениями температуры плавления, получают двухслойные изделия с различными свойствами слоев. Для предотвращения окисления некоторых термопластов (например, полиамидов) в форму нагнетают инертный газ. Иногда ротационное формование осуществляют с использованием жестких вкладышей и вставок. Для модификации свойств материалов, перерабатываемых ротационным формованием, широко используются различные добавки — термо-и светостабилизаторы, вспенивающие агенты, наполнители (в т. ч. и волокнистые) и др. В России конкурентоспособное по ценам и качеству сырье, пригодное для ротационного формования, в настоящее время не производится, кроме ПЭ и ПВХ. Формы для ротационного формования достаточно просты и изготавливаются из стали или алюминия. Алюминиевые формы используют для изготовления сложных изделий, а также при изготовлении нескольких одинаковых форм (литьем). При эксплуатации формы подвергаются значительным термическим напряжениям из-за многократных циклов нагрева (до 300 °С) и охлаждения. Выбор оборудования для ротационного формования определяется конфигурацией и размерами изделия, типом материала и серийностью производства. Применяется одно-, трех- и четырехшпиндельные установки непрерывного и периодического действия (рис. 2). Формы крепятся на так называемой «руке», которая осуществляет вращение формы и перемещает ее из одной зоны в другую. Чаще всего для повышения производительности используют машины карусельного типа с тремя или четырьмя «руками». Это позволяет увеличить производительность, сократить расход тепла и получать несколько разных изделий одновременно. Каждая «рука», на которой смонтировано несколько форм, находится в соответствующей зоне технологичекого цикла. Общий вид ротационной установки показан на рис. 3. 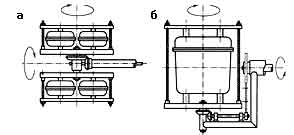
Рис. 2. Устройство для двухосного вращения форм: а — 4-шпиндельная установка; б — одношпиндельная для крупноразмерного изделия Время нахождения «руки» в определенной зоне определяется временем формования самого трудоемкого изделия, после чего производится одновременное перемещение «рук» в следующую зону технологического цикла. Ротационное формование относится к практически безотходным процессам. При конструировании ротационных форм можно достичь 100% выхода изделий из исходного сырья. Бракованные изделия и удаляемые части изделий утилизируются, а полученные материалы используются для изготовления новых изделий. Типичные примеры применения изделий, полученных ротационным формованием, приведены ниже.
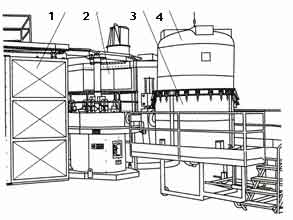
Рис. 3. Установка для производства крупноразмерных изделий ротационным формованием: 1 — термокамера; 2 — ротационное устройство; 3 — форма; 4 — изделие
| 













