Этот метод переработки позволяет получать полые изделия разнообразных форм и размеров из термопластичных материалов, используемых в виде порошков или паст (пластизолеи). Процесс ротационного формования отличается простотой и включает три основных стадии (рис.1). На первой из них I в холодную форму, представляющую собой полую раковинообразную конструкцию, загружается определенное количество полимерного материала. Далее (стадия II) закрытую форму помещают в камеру нагрева, где и происходит собственно процесс формования. При этом с помощью соответствующих устройств форма приводится во вращение относительно двух осей. При вращении с относительно невысокой частотой расплавленный полимер распределяется по стенкам формы.
|
 Третья стадия III заключается в охлаждении формы с отформованным изделием, которое может осуществляться с помощью холодного воздуха или водяного тумана; при этом форма продолжает вращаться для полного и равномерного затвердевания полимера по всей поверхности формы. После завершения охлаждения форма раскрывается и готовое изделие извлекается из нее; благодаря усадке материала при охлаждении изделия процесс извлечения не вызывает затруднений. Третья стадия III заключается в охлаждении формы с отформованным изделием, которое может осуществляться с помощью холодного воздуха или водяного тумана; при этом форма продолжает вращаться для полного и равномерного затвердевания полимера по всей поверхности формы. После завершения охлаждения форма раскрывается и готовое изделие извлекается из нее; благодаря усадке материала при охлаждении изделия процесс извлечения не вызывает затруднений.
Ротационное формование широко используется для изготовления разнообразных изделий самой различной величины и формы — деталей приборов, корпусных деталей мебели, бочек и контейнеров, лодок и др. Процесс происходит при атмосферном давлении, условия формования исключают значительные нагрузки на стенки оснастки, поэтому формы для ротационного формования могут иметь тонкие стенки и относительно дешевы. Объем формуемых изделий определяется размерами камеры нагрева и может достигать нескольких кубометров. Для обогрева форм используется горячий воздух (электрические нагреватели) или сжигаемый природный газ. 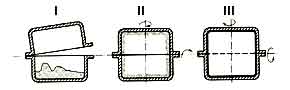
Рис. 1. Принципиальная схема ротационного формования К преимуществам ротационного формования, по сравнению с другими методами получения полых изделий, относятся простота изготовления и дешевизна оснастки, возможность варьирования толщины стенки (вплоть до 15-20 мм), очень низкий уровень остаточных напряжений в готовом изделии, практически полное отсутствие отходов и, как следствие, экономичность процесса. Благодаря интенсивному развитию в последние годы обнаружен ряд технологических преимуществ этого метода — возможность получения изделий сложной формы со стенками различной толщины, многослойных изделий и т. д. Низкая стоимость оснастки в ряде случаев делает экономически целесообразным использование ротационного формования для получения малых партий изделий. Недостатками процесса являются длительность цикла формования, ограниченный выбор материалов и их относительно высокая стоимость, низкий уровень размерной точности готовых изделий. Для переработки методом ротационного формования используются в основном несколько видов термопластов. Это, в первую очередь, полиэтилен, доля которого составляет от 85 до 95% продукции, причем применение находят практически все виды этого полимера, в том числе сшивающийся. Его достоинства — высокая термостабильность, легкая перерабатываемость гранул в порошок, относительно низкая стоимость. Разработана, например, сп диальная марка полиэтилена, показатель текучести расплава которой при переработке уменьшается с 5 до 1,5. Этот материал характеризуется повышенным значением ударной вязкости при низких температурах (до -30 °С).
|














