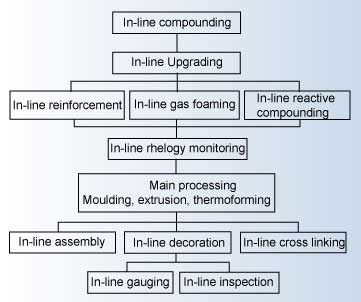
Неотвратимое развитие технологий обработки пластмасс и робототехники делает возможным воплощение этой удивительной мечты. Пример, представленный в виде диаграммы, изображен на рисунке 1 - Примеры линейных операций. | Рисунок 1: Примеры линейных операций |
Данные методики быстро развиваются не для того, чтобы кто-то получил некоторое интеллектуальное удовлетворение или по велению моды. Это происходит потому, что возрастает свобода логистики, значительно экономится время, средства, энергия, усиливаются характеристики и повышается качество. Линейное смешивание выгодно для всех рынков, в большей или меньшей степени, например автомобилестроение, производство упаковок, электричество и электроника, приборы, здравоохранение и медицина, промышленность, коммуникации, железнодорожная отрасль и другие. Производятся всевозможные детали, такие как дверцы с подушками безопасности, панели, кабины, бутылки, компоненты компьютеров, кабельные каналы, крышки, двери, пленки, арматура, внешние интерфейсы, соединения, литые детали, панели, трубы, профили, листы, задние двери автомобилей, поддоны, древесно-полимерные композиционные материалы… Применяются все полимеры, от потребительских пластмасс до высокотехнологичных полимеров, в том числе РЕЕК (полиэфирэфиркетон) или другие, а также каучуки и ТРЕ (термопластические эластомеры).
Почему?
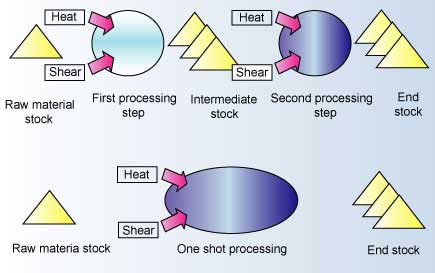
Когда смешивание включается в процесс обработки, подавление некоторой технологической операции (см. Рисунок 2 – схематическое сравнение одно- и двухэтапного процессов) приводит к появлению нескольких преимуществ:
• Устраняется необходимость в месте промежуточного хранения, что упрощает логистику и, следовательно, устраняется необходимость в управлении
• Используется меньшая площадь поверхности
• Устраняется повторное нагревание для второго этапа обработки, что в свою очередь устраняет связанную с этим термическую деструкцию
• Также устраняется вторая поперечная обработка, что еще больше ослабляет термомеханическую деструкцию
• Ослабляется гидролиз полимеров, чувствительных к воде, и линейное смешивание хорошо подходит для, например, РЕТ (полиэтилентерефталата) и термопластичных полиуретанов с низким уровнем твердости
• Появляется возможность линейного регулирования составов с тем, чтобы соответствовать изменениям уровня производительности
• Реологические свойства можно отслеживать линейно, в реальном времени, в реальных условиях температуры и давления
Иногда капитальные инвестиции могут быть выше, но в целом это методика приводит к:
• Снижению затрат в случае правильного выбора процесса для реальной производительности
• Сокращению сроков и уменьшению количества используемого персонала
• Повышению качества готовых изделий. | Рисунок 2: Схематическое сравнение одно- и двухэтапного процессов |
Некоторая информация для размышления
Снижение затрат – это не теоретическая величина. Оно становится значительным в тех случаях, когда методика приводится в соответствие с уровнем производительности. Например, по словам М. СИЕВЕРДИНГ (ANTEC 2002, стр.666), в крупносерийном производстве, таком как изготовление деталей для автомобилей, снижение затрат при помощи постоянного линейного смешивания термопластмасс с длинными волокнами (LFT) достигает уровня 0.25 – 0.35$ на кг.
С другой стороны, линейное окрашивание максимизирует снижение затрат при низкой производительности благодаря высокой стоимости предварительно окрашенных маточных смесей, приобретенных из сторонних источников.
Компания Composite Products Inc. (CPI) лицензирует свой процесс «прямой подачи термопластмассы» (DFT) для прессования в формах, при котором скорость смешивания выравнивается под скорость прессования. CPI заявляет, что с каждой деталью весом несколько килограмм затраты снижаются примерно на 30% в сравнении с GMT (термопластмассой со стеклянной матрицей) и 50% в сравнении с предварительно смешанной LFT (термопластмасса с длинными волокнами). Дороговизна оборудования для линейного смешивания окупается при ежегодном производстве на уровне 40,000 единиц.
Динамика уровней тепла и сдвига и соответствующей тепловой деструкции являются значимыми величинами даже для низкоплавких полимеров. Например, группа Х. АЛМЕРАСА (Прогресс в каучуке, журнал Plastics and Recycling Technology, 20, 1, 2004, стр.25) исследовала воздействие одного цикла обработки на свойства вздувшихся сплавов полипропилена и полиамида. Она заявляет, что свойства изменялись так, как это изображено в Таблице 1. | | Изменения, % | | Вязкость | -20 | | Механические свойства | | | модуль продольной упругости | +17 | | Растяжение при разрыве | -33 |
|
Ключ к успеху: Адаптация стратегии к каждому конкретному случаю с учетом типа добавки, уровня производительности и требований к свойствам. Выбор стратегии для добавок и оборудования зависит от природы внедряемой добавки, которыми в большинстве случаев являются:
• Обычные добавки с частицами небольшого и постоянного размера
• Армирование с высоким форматным соотношением, особенно волокна
• Газ для прямого пенообразования
• Реактивные добавки очень сильно модифицируют структуру и реологические свойства.
Ниже приводятся общие замечания, которые могут оказаться бесполезными в некоторых случаях. Часто их недостаточно. В любом случае, необходимо провести исследования и реальные эксперименты с вовлечением реальной добавки, оборудования и процесса, используемых при производстве реальной детали. Базовые свойства добавок не учитываются, например их температурная устойчивость в условиях обработки, их армирующая эффективность и другое...
|