
Предполагается не только сохранить достигнутое, но и еще улучшить результаты. Следует заметить, что строительство жилья активизируется не только в больших городах, но и на других территориях. Значительная часть строительно-монтажных работ при этом приходится на прокладку безнапорных трубопроводов, как внутренних, так и наружных. Естественно, что возрастающая протяженность трубопроводов дополнительно требует трубной продукции, особенно из новых (полимерных) материалов. Когда речь заходит о городском строительстве, то вполне очевидно, что полимерные трубные изделия можно сравнительно быстро доставлять во вполне подготовленном к применению виде. То есть такие трубные изделия оснащены соответствующими раструбами и укомплектованы уплотнительными кольцами. Другое дело отдаленные места, куда не всегда можно быстро доставить трубные изделия. Выходом здесь может служить создание собственного трубозаготовительного производства, на котором путем термомеханической обработки можно качественно и производительно оформлять на концах труб раструбы. Наиболее простыми для такого изготовления являются гладкие раструбы.
Для изготовления гладких раструбов требуется нагрев и дорнование конца полимерной трубы. Нагрев может производиться в жидкой (гликоль, глицерин и т. п.) или в воздушной среде, а также с использованием контактных и инфракрасных нагревателей.
Для дорнирования используются соответствующие оправки, размеры и форма которых определяются видом полимера (непластифицированный поливинилхлорид НПВХ, полиэтилен ПЭ либо полипропилен ПП) и раструба (обычный либо компенсационный).
Работоспособность и герметичность соединений на резиновых уплотнителях с гладкими раструбами [1], в отличие от соединений с резиновыми уплотнителями полимерных труб на раструбах с желобком [2], обеспечивается иначе.
В таких соединениях (рис. 1) защемленное между двумя параллельными поверхностями кольцо должно воспринимать действующее в трубопроводной сети внутреннее гидростатическое давление р. 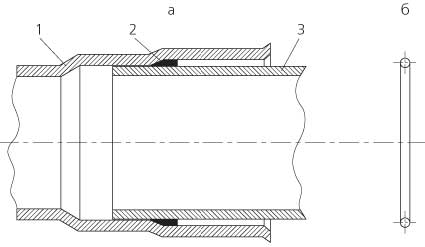 | | Рис. 1. Соединение полимерных труб гладким раструбом и резиновым кольцома – соединение; б – резиновое кольцо; 1 – гладкий раструб на одной трубе; 2 – резиновое кольцо; 3 – гладкий конец на другой трубе |
Уплотнитель удерживается в раструбной щели соединения за счет сил трения – сцепления [3], возникающих между поверхностями труб и резиновым кольцом. Величина этих сил зависит [4] от уровня контактных давлений σε и коэффициента сцепления fc. Связь σε с параметрами кольца круглого поперечного сечения имеет параболическую закономерность [5], при этом чем больше твердость резины, тем круче ветвь параболы (рис. 2).
| | Рисунок 2.Графики характеристик круглых колец из резин различной твердости |
В общих случаях коэффициент трения – сцепления fc в паре резина – полимер зависит от факторов, которые могут изменять его в пределах значений, отличающихся друг от друга на порядок и более. Значения fc для данных условий работы соединений можно установить только экспериментально.
Эксперименты проводились на образцах соединений, которые были изготовлены специально из труб различного диаметра и из разных полимеров. По результатам экспериментов вычислялся коэффициент трения – сцепления:
 (1) (1)
где h – произведение среднего контактного напряжения на относительную площадь контакта:
 ,(2) ,(2)
Относительная степень сжатия кольца:
 (3) (3)
где dк – диаметр поперечного сечения кольца;
c – коэффициент, учитывающий растяжение кольца из-за разницы его внутреннего диаметра dк и наружного диаметра трубы D.
Линейные размеры элементов соединения измеряли с соответствующей последующей обработкой [6]. Твердость резины определяли на кольцах твердомером ТМ-2 для каждого уплотнителя в пяти местах. Коэффициенты вариации, характеризующие показатели Т, для каждого кольца составляют <3,5% и для разных колец <6%.
Испытания соединений производили на гидравлическом стенде (рис. 3), состоящем из корпуса 2, на котором крепятся хомуты 3 и 6 для фиксации раструбного соединения.
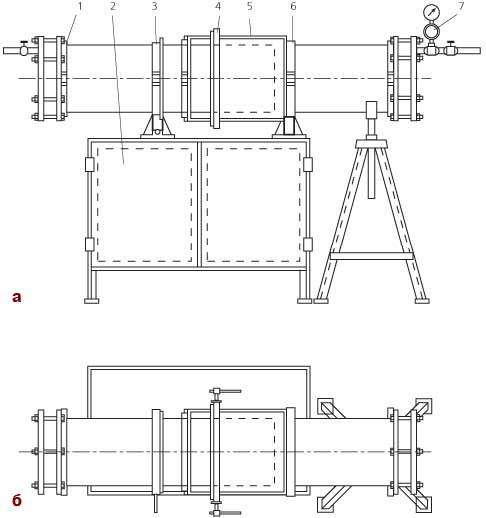 | | Рисунок 3.Стенд конструкции «НИИ Мосстроя – СКБ – Мосстрой» для испытания соединений полимерных труб диаметром до 250 мма – вид спереди; б – план; 1 – заглушка; 2 – корпус; 3 – подвижный хомут; 4 – струбцина; 5 – тяги; 6 – неподвижный хомут; 7 – манометр |
Заглушка 1 позволяет нагружать соединение гидростатическим давлением (имитация давления стоков при засорении канализационного самотечного трубопровода). Гидростатическое давление замеряется манометром 7. Струбциной 4 производится сжатие гладкого конца (раструба), имитирующее укорочение вертикального диаметра труб, уложенных в грунте, до 10 %. Перемещение хомута 3 достигается поворотом одной из деталей соединения до 10° (моделирование поворота одной из труб в раструбе другой трубы). Тягами 5 осуществляется осевое смещение до 50 мм гладкого конца одной трубы в раструбе другой (имитация продольных температурных деформаций труб).
Коэффициент fc, как следует из выражения (1), не зависит от диаметров труб и колец, что не противоречит условиям геометрического подобия. Однако при изменении размеров элементов соединений могут сказываться факторы, которые не учтены выражением (1). Проведена серия опытов на соединениях труб из ПВХ диаметром 160 и 250 мм. Использовались кольца (dк = 10,1 и 15 мм) из резины НК 3311 (Т = 40 ± 3 ед.тв.). С надежностью вывода 0,95 (t = 0,97, что < 2) можно считать расхождения в средних величинах fc = 0,3 и fc = 0,28 при средних квадратических отклонениях S = 0,04 и 0,05 статистически незначимыми [6]. В процессе испытаний наблюдалось, что в момент разгерметизации происходит выброс кольца из раструбной щели соединения при некотором значении внутреннего давления р. В одних случаях уплотнитель может быть выброшен полностью, в других частично, аналогично тому, как выдавливается кольцо из раструбного соединения с желобком при больших углах поворота и давлениях [2]. Например, из 30 циклов испытаний одного соединения диаметром 110 мм (трубы ПВХ, dк = 7,8 мм, кольцо из резины марки НК 3311) в 11 случаях кольцо выбрасывалось полностью. Это можно объяснить тем, что коэффициент fc «распределен» в соединении по поверхности контакта неравномерно. Попытка установить численные значения неравномерности fc не привела к положительным результатам. Расхождения в давлениях в различных случаях разгерметизации статистически незначимы (fc и S занимают промежуточное значение между полученными для D = 160 и 250 мм и отличаются в третьих знаках).
С учетом этого, дальнейшие исследования проводились на соединениях труб одного типоразмера (диаметром 160 мм, с кольцами НК 3311, dк=10,1 мм).
|














