Классическая технология производства сшитых пенополиолефинов происходит в четыре основных этапа (смешивание, экструзия, сшивка, формование): 1. Взвешивание и дозирование компонентов, подготовка смеси для последующей экструзии На этом этапе подготовленные чистые компоненты с высокой точностью смешиваются в необходимы компаунд, который обычно включает:
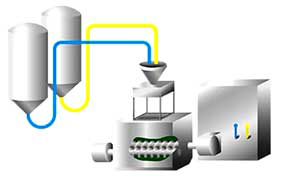 а) полиолефин (полиэтилен или полипропилен) б) сшивающий агент DCP (для случая химической сшивки) в) вспенивающий агент на базе нитрогена (азодикарбонамид) г) окрашивающие пигменты д) специфические добавки (антипирены, другие сополимеры и т.п.) 2. Экструдирование листа с заданными параметрами Процесс экструзии широко распространенная операция для производства таких изделий как трубы, профили, листы. В экструдере находятся один или два шнека (винта) которые вращаясь выдавливают разогретый материал через экструзионную головку (фильеру), придающую изделию нужную форму.
 3. Физическая сшивка листа в ускорителе электронов В данном случае показан метод физической сшивки который не требует каких-либо химических добавок. Материал проходит через установку, облучающую его с двух сторон пучком электронов.
 4. Вспенивание листа Существует три стандартных варианта процесса вспенивания (горизонтальный, вертикальный, под прессом):
 а) горизонтальное вспенивание Подходит для химически и физически сшитых материалов. В первом случае сшивание происходит в начале процесса, во втором материал должен подаваться уже сшитым. В обоих случаях процесс проходит при высокой температуре.
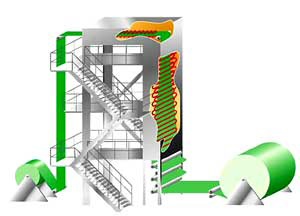 б) вертикальное вспенивание Для этого процесса производства подается уже физически сшитый материал. Материал нагревается и охлаждаясь наматывается на крупногабаритные бобины.
 в) вспенивание под прессом Данный процесс подходит для материала большой толщины и химически сшитом. Здесь после экструдера материал обрезается и подается в сшивающий блок, после которого подается в пресс, где вспенивается при высокой температуре и давлении. Из печей выходит лист пенополиэтилена, который упаковывается в рулоны и поступает в продажу или подвергается дальнейшей обработке. Технологический процесс производства несшитого пенополиэтилена значительно проще, что положительно сказывается на его стоимости. Несшитые пены Несшитые пены обычно формируются введением в расплав полимера вспенивающего агента для формирования, так называемого пенного геля-пасты, с дальнейшим экструдированием пасты и формированием формы изделия. В зависимости от характеристики и настройки оборудования изделие может принимать форму пленки, пластины, прутков, волокна или отдельных бусинок- гранул. До смешивания со вспенивающим агентом, полимер нагревают до или выше точки перехода из кристаллической формы в текучую. Вспенивающий агент добавляется или смешивается в расплав непосредственно в экструдер, миксере, смесителе или подобное оборудование. Используемый агент должен иметь превосходную растворимость в полимере при высоких температурах и давлениях обычно характерных для процессов формирования экструдирования вспененных материалов. В качестве вспенивателей обычно используют -гидрокарбонаты (hydrocarbons) такие как изобутан (isobutene) или обычный бутан, окись углирода (carbon dioxide) и его смеси. При этом вспенивающий агент смешивается с расплавленным полимером при высоком давлении, подобранным так, чтобы было достаточно предотвратить существенное расширение полимерного материала и максимально разогнать вспенивающий агент по всему объему полимера. До экструдирования полимерная пена обычно охлаждается до более низкой температуры в которой происходит вспенивание, при этом упругость расплава достаточно высока, чтобы стабилизировать пену, предотвращая разрушение ячейки. Эта температура, часто упоминаемая как температура вспенивания и является обычно выше температуры перехода кристаллизации каждого компонента полимера (Tg) или для полимеров, имеющих высокую кристализацию, называется пиковой температурой прозрачности расплава (Tm). Гель-паста может быть охлажден непосредственно в экструдере или в другом устройстве смешивания, или в отдельных холодильниках. При прохождении геля через экструзионную головку, т.е. в зоне формирования формы будущего изделия давление ниже и обычно равно атмосферному. Сшитые пены При производстве молекулярно сшитых вспененных материалов, сшивание и расширение происходит при повышенной температуре, чтобы процесс вспенивания происходил одновременно или последовательно. Если применяется химически сшивающий агент, его добавляют в материал одновременно с вспенивающим агентом. При химической сшивке расплав полимера обычно нагревается до температуры не больше 150°C, чтобы предотвратить разрушении сшивающего или вспенивающего агента или дующего агента и предотвратить преждевременное сшивание. Если применяется сшитие методом облучения (радиационносшитый), то расплава полимера обычно нагревается до температуры не выше чем 160°C, чтобы предотвратить разложение вспенивающей добавки. Вспененный расплав подается в эструзионный блок, формирующий желаемую форму и структуру изделия. Для формирования структуры температуру материала поднимают обычно до 150°C-250°C в своеобразной духовке. При применении радиационной сшивки структура пены облучается на этапе повышения температуры. Как при химическом так и при радиационном процессе, сшитая структура формируется в материале в форме листа или тонкой плиты, позволяющие полимеру наиболее качественно выполнить процессы сшивания и вспенивания. Производство сшитых вспененных волокон, жгутов и литых изделий проходит двумя способами. В одном случае, полимер смешанный с сшивающим и вспенивающими агентами, нагревают и формируют изделие в пресс-форме, пена сшивается и вспенивающий агент разлагается. Впоследствии вспененный состав расширяется под давлением. По выбору, формованная пена, полученная после снятия давления, может быть перенагрета, чтобы получить еще большее расширение. Во втором случае, пена может быть подготовлена в виде уже сшитого листа полимера, содержащим вспенивающий агент. Затем материал расширяют при высокой температуре, или посредством нагревания химически сшитого полимерного листа, с пропитыванием азотом при более высоком давлении и температуре выше точки отвердевания. Снижение давления проводит к увеличению жесткости пузырей и некоторому расширению листа. Лист перенагревают при более низком давлении и температуре не позволяющей отвердеть материалу, затем давление снижают, чтобы позволить пене расшириться. В сшитых полимерах между молекулами материала устанавливаются прочные межмолекулярные связи, образующие своеобразный пространственный каркас. Такие материалы утрачивают свойственную несшитым полимерам пластичность и становятся эластичными (при снятии нагрузки возвращаются в прежнее состояние), что сказывается на повышении их прочностных свойств и температурной стойкости. Гранулированные пены Вспененные и расширенные бусинки-гранулы могут формироваться по одной или партией в процессе экструзии и так же могут быть молекулярно сшитыми и несшитыми. Вспененные гранулы затем спрессовывают или формуют в конечные изделия. В производственном процессе дискретные полимерные частицы, подготовленные смешиванием расплава и реактивным смешиванием, пропитываются вспенивающим агентом и по необходимости сшивающим в водной или безводной суспензии при повышенной температуре и давлении. В водной суспензии вспенивающий (и может быть вспенивающий) помещаются в жидкую среду в которой гранулы практически не растворяются при повышении давления и температуре в автоклаве или другом устройстве. Материалу не дают возможности сильно расшириться, быстро снимая давление или охлаждая до формы гранул. На отдельном этапе, нерасширенные гранулы нагревают, например паром или с горячим воздухом, чтобы их расширить. Процесс экструзии может также использоваться, чтобы получить вспененные полимерные гранулы. Метод сходен с обычным процессом экструзии пены, но экструзионная головка в данном случае будет иметь одно или множество отверстия, задающих размеры гранул. В данном случае требуется (a), охлаждение вспененного геля до температуры не выше температуры вспенивания (b) экструзию охлажденного геля через экструзионную щель с большим количеством отверстий (c) по необходимости поддержание кромки пены, подающейся к головке, в ванне с холодной водой и (d) и гранулирование вспененных волокон, получаемых на выходе эксрузионной головки. В другом случае полимер размягчают и смешивают с газовым вспенивающим агентом в обычном экструдере, для формирования по существу непрерывного вспененного волокна или кромки, который затем дробится или гранулируется. Затем молекулы полученного гранулята сшивают облучением радиацией и полученные частицы соединяют различными способами для получения законченного изделия. Выбор оборудования для производства Для производства материала разной плотности оборудование имеет свои различия. Его можно разделить на два класса: для плотности от 25 до 50 кг/м3 с использование в качестве вспенивателя фреоны или алкановые смеси (бутан) и для плотности от 200 до 400 кг/м3 с СО2 вспенивателем (г/литр). Возможны так же комбинированные модификации. Как правило, такие листовые материалы плотностью выше 200 кг/м3 не производят толщиной больше 3-5 мм. Известно, что газовый метод более дорогой, но имеет коэффициент вспененности в несколько десятков раз. Химический метод на 20 % дешевле, но коэффициент вспененности ограничен 5-6 разами. Например, для материалов плотностью 50 кг/м3 больше подходит газовый метод. Обычно производители используют одно оборудование, как для производства вспененных листов, так и изоляционных труб. Практически каждое подобное оборудование позволяет производить вспененные листы, как из полиэтилена, так и из полипропилена (особенно для производства труб). Вопрос работы на полистироле может решиться дополнительной комплектацией. | 













