Горячеканальные литники
Первыми, появившимися на рынке, и до сих пор наиболее распространенными являются горячеканальные литниковые системы. В таких системах заполнение и прессование литьевого расплава в гнездах происходит в результате открытия (за счет давления пластмассы) и закрытия (охлаждение литника) каждого литникового канала с помощью создания точного равновесия между температурой материала и давлением впрыска. Горячеканальные конструкции часто выбираются для работы с формами с большим количеством гнезд, такими как те, что преобладают на рынках одноразовых медицинских устройств, упаковок и средств герметизации. Такие формы проектируются с очень плотно расположенными гнездами. В этой связи зачастую задача управления равновесием между температурой области каждого литника и сопла обогреваемого литника является очень непростой.
Для того чтобы добиться необходимого одновременного открытия литниковых каналов, горячеканальным системам требуется оператор, который бы поддерживал равновесие или же производил дополнительную настойку температуры каждого сопла обогреваемого литника в соответствии с параметрами формовочной среды с помощью устройства управления температурным режимом.
Обычно в стандартной форме на 64 гнезда температуры сопла для достижения точки пластической деформации варьируются на 30°С для обеспечения одновременного открытия литниковых каналов. Поскольку самое высокое значение температуры, при котором достигается точка пластической деформации, определяет начало этапа охлаждения для всего цикла, несогласованное открытие литниковых каналов непосредственно влияет на соотношение между доходом и убытком на этих рынках. Клапанные литниковые системы
Альтернативное решение, клапанные литниковые системы, предлагают производителям деталей методом литьевого формования большую гибкость и более широкие технологические возможности, которых нет при использовании горячеканальных литниковых систем. Стандартные клапанные литниковые системы управляются с помощью механизмов с пневматическими или гидравлическими цилиндрами, соединенными со стержнями сопла обогреваемого литника, которые, в свою очередь, открывают и закрывают литниковые области, контролируя, тем самым, наполнение и прессование формуемых отливок.
Рынки автомобильной промышленности и электронных устройств являются примерами отраслей, где необходимы такие специальные технологии, включающие последовательное, независимое и перемещающееся наполнение и прессование, а также предсказуемое открывание и закрывание литниковых каналов. Добиться удаления линий спая в многолитниковых формах с одним гнездом можно только с помощью использования клапанных литниковых систем с соплом обогреваемого литника за счет каскадной организации заполнения и окончательной формовки. Другой областью, где клапанные литниковые системы необходимы для достижения соответствия требованиям заказчика, является формование поверх, процесс, при котором осуществляется нанесение расплавленной пластмассы на ткань или какой-либо другой материал.
Клапанные литниковые системы позволяют достигнуть оптимальных параметров, они также необходимы для того, чтобы прекращать подтекание расплавленной пластмассы при осуществлении вертикального литьевого формования. Тем не менее, несмотря на все преимущества, которые предоставляют данные системы, большинство реализуемых на рынке систем с соплом обогреваемого литника по-прежнему являются горячеканальными.
В большинстве случаев определяющим фактором при выборе горячеканальных литниковых систем являются первоначальные затраты, зачастую производитель формованных пластмасс пренебрегает преимуществами технологий, которые могут быть получены при использовании конструкций с клапанными литниковыми системами. Управляемые литниковые системы
В этом году было внедрено инновационное решение, дающее преимущество прогнозируемого и последовательного открытия литниковых каналов при типичных применениях клапанной литниковой системы по ценам более приближенным к сопоставимым горячеканальным литниковым системам.
Управляемые литниковые системы являются, по сути, гибридными конструкциями. Устройство цилиндр/поршень сходно с клапанной литниковой системой, где открытие и закрытие литниковых каналов управляется напрямую, но новая управляемая литниковая система управляется механически за счет использования сжатия промывателей дисков и давления в пневмосистеме. 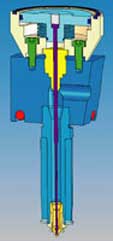
Схема внутреннего устройства литника Давление в пневмосистеме применяется ко всей поверхности области поршня управляемого литникового канала, в результате стержень управляемого литникового канала двигается вперед, закрывая литниковый канал и, в то же время, сжимая промыватель диска. Когда начинается заполнение, давление на поршень снижается, отчего промыватели дисков разжимаются, и, тем самым, прекращают управление стержнем литникового канала, что позволяет всем литниковым каналам открываться одновременно.
Формовочные операции быстрого цикла могут быстро повысить эффективность тем же способом, что и обычные клапанные литниковые системы. Открытие всех литниковых каналов управляемой литниковой системы осуществляется механическим способом, что обеспечивает постоянное поддержание одновременности заполнения и позволяет исключить контроль среды формования при открытии литниковых каналов. А цена системы существенно меньшей, чем при использовании стандартной клапанной литниковой системы.
Для применений, где используется формование с заливкой с помощью литьевой машины вертикального смыкания, теперь имеется более экономичное решение по сравнению с полной клапанной литниковой системой, поскольку наличие управления литниковым каналом исключает возможность подтекания за счет силы тяжести и сброса давления через литниковый канал во время открытия формы. 
Литниковая система Клапанные литниковые системы все еще сохраняют свое ведущее положение на рынке в качестве наиболее часто выбираемой системы там, где решающим фактором является внешний вид литника или где требуются специальные технологи, такие как каскадная или двухступенчатое формование сверху. Управляемые литниковые системы открывают перед производителями формованных и литьевых изделий большие перспективы с точки зрения универсальности и снижения затрат в тех случаях, когда необходимо использование механического функционирования литниковых каналов. Джон Бланди, http://www.omnexus.com |














