Экономия и качество
Даже в условиях экономического подъема, когда оконные профили и, соответственно, изготавливаемые из них окна, являются одним из идеальных продуктов для улучшения качества жизни, наряду с краткосрочными перспективами (прибыль, рынок) необходимо предвидеть и долгосрочные тенденции. Инвестиции в подержанные машины, установки и оборудование, возможно и являются «выгодным» сценарием вначале, однако таят в себе опасность провала. В этой связи, естественно, возникают следующие вопросы:
• что, если у моих конкурентов лучшие цены? → эффективность затрат;
• что, если мою продукцию сравнивают с импортируемым и/или лучшим товаром? → продажа по ценам, позволяющим удержаться на рынке;
• что, если мой рынок растет быстрей, чем моя производственная мощность? → потеря доли рынка, уход клиентов. 
Рис. 2. Современная однолучевая экструзия; основной профиль - 4,07 м/мин 
Рис. 3. Двухлучевая экструзия - 2 х 2,5 м/мин
В сущности, производство на современном уровне развития техники – это гарантия эффективного в отношении издержек высококачественного производства, рассчитанного не только на получение прибыли в короткие сроки, но и на долгосрочную конкурентоспособность. Естественно (начальные) инвестиции - это серьезная преграда, но при ближайшем рассмотрении производственных затрат вырисовывается совершенно иная картина: 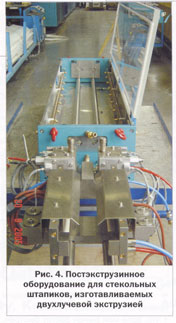
  
Производственные затраты (100%):
80% расходы на материал
10% расходы на персонал
4% инвестиции (амортизационные отчисления)
2% техническое обслуживание/поддержание в исправности
2% электроэнергия и производственные расходы
2% затраты на качество (рекламации и т.д.)
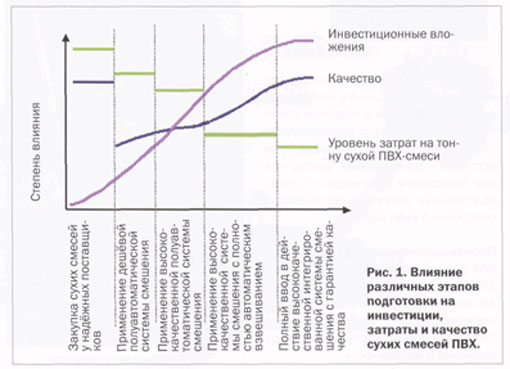
Рассмотрим основные тенденции в области экструзионной техники и их влияние на прямые и косвенные затраты (качество). Подготовка ПВХ
Расходы на материалы составляют около 80% расходов на производство изделия. Помимо тщательного выбора производителя сырья, важно также уточнить расходы на подготовку сырья к переработке экструзией, причем снова нужно оптимизировать качество и затраты. Как правило, можно исходить из того, что при соответствующих условиях окупаемость инвестиций в высококачественную установку по подготовке ПВХ, работающую в полуавтоматическом режиме, несмотря на высокие капиталовложения, составляет около 9 мес. Дополнительный потенциал экономии предлагает интеграция автоматических систем взвешивания (лучшая эксплуатационная готовность и эффективность использования). На стадии завершения строительства человеческий фактор сводится к минимуму и человек используется исключительно для контроля и технического обслуживания системы.
Применительно к последующему процессу экструзии следует учитывать, что этап подготовки имеет существенное значение для качества экструдата. Плохая или недостаточная подготовка ведет к проблемам с качеством при переработке экструзией, например:
• колебания крутящего момента излишний вес;
• термическая неоднородность излишний вес, плохая свариваемость;
• проблема с транспортировкой и втягиванием ухудшение эксплуатационной готовности машины, эффективности использования;
• дефекты качества профилей усадочные раковины, впадины, негативное ударное воздействие, цветовые различия и т.д. 
Экструзия
Несмотря на то, что в настоящее время экструзионная техника считается стандартом в производстве оконных профилей и по существу не претерпела в последние годы никаких изменений, не считая увеличения производительности, многие рассматривают ее как секретную технологию, а тем самым как средство для достижения цели. Однако возникающие дефекты качества, а также различие производственных затрат показывают, что для того, чтобы выдержать экономическую конкуренцию, именно экструзии и интегрированным процессам до и после нее следует придавать гораздо большее значение.  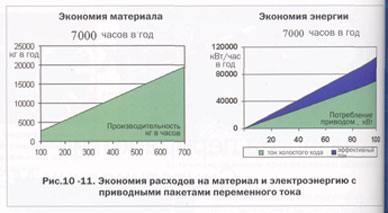
Упрощенное представление «стандартной» экструзии:
• работа экструдера аналогична насосу, он лишь условно подходит для процессов смешивания;
• для образования термически однородного расплава в экструдере энергия подается на порошкообразную сухую смесь ПВХ (мощность привода/нагрев);
• горячий расплав под воздействием создаваемого в экструдере давления выдавливается через формовочное сопло, а затем охлаждается с использованием калибраторов, вакуума и воды.
Типы экструдеров:
• конические экструдеры: используются, как правило, там, где необходима производительность до 180 кг/час и отличаются очень высокой гибкостью (стекольный штапик и малый дополнительный профиль);
• параллельные экструдеры: применяют для более высоких показателей производительности. Как правило, оптимизированы для определенной производственной области (например, основной профиль с одинаковой массой погонного метра). Специальные виды экструзии:
• двухлучевая экструзия: здесь поток расплава посредством разделительного устройства делится перед соплом на две части и на постэкструзионном оборудовании, как правило, изготавливаются два идентичных профиля;
• соэкструзия: Полное или частичное снабжение профиля вторым слоем из того же (ПВХ) или иного полимерного материала (ПММА, АСА-пластики) для реализации технических и/или экономических преимуществ;
• пост-созкструзия: нанесение уплотнителя на уже охлажденный профиль, при этом используется преимущественно резиноподобный материал (напр, термоэластопласты);
• экструзионное вспенивание: использование экструдера в качестве химического реактора, при этом добавляемый вспенивающий агент вспенивает ПВХ после выхода из сопла. Используется главным образом для изготовления плинтусов, стеновых панелей или подоконников.  
Термическая однородность расплава - залог качества
Каждый производитель инструментов исходит, как правило, из того, что из экструдера выходит термически однородный расплав. Производитель экструдеров имеет следующие возможности получения такого однородного расплава:
• оптимизированная геометрия шнеков (с интегрированными смешивающими элементами в конце) _плавная пластикация с оптимальным распределением температуры внутри наполненных каналов шнека;
• оптимизированный теплообмен (нагрев/охлаждение) на цилиндре _Оптимизированный приток и отвод тепловой энергии, прежде всего в измерительной зоне (последняя зона в экструдере) для достижения перегрева ПВХ расплава. Это не должно зависеть от используемой рецептуры и производительности;
• оптимизированный теплообмен на шнеке _ Большая контактная поверхность между шнеком и пластикатом неизбежно ведет к лучшей возможности влияния на температуру расплава, а тем самым на качество, чем при использовании цилиндра (активное и пассивное темперирование шнека). 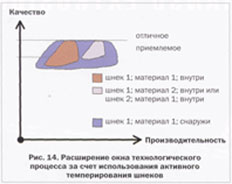 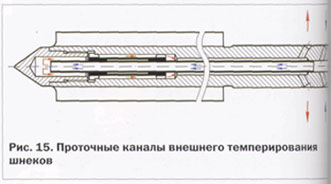
Влияние неоднородности температуры на качество изготавливаемых окон разнообразно:
• неравномерная сварка _ прочность углов;
• замороженные напряжения _ деформация или скручивание профилей, увеличение напряжений в окне и их влияние на плотность и нагрузку на стекло;
• искривление оконных профилей плотность окон, плохая подгонка профилей;
• искривление оконных профилей дефекты дизайна, неравномерность цвета;
• прочность профилей разная степень противоударности (тест шариком на ударную твердость), соблюдение норм.
Перечисленное может непосредственно сказываться и на стоимости материала:
Волнистость внутри профиля излишний вес, т.к. необходимо соблюдать минимальную толщину.
Точность как способ экономии расходов на материал
Точность приводной техники может и стоит дорого, но в перспективе сэкономит предприятию значительную сумму расходов на материал. В целом необходимо учитывать, что использование высокоточных приводных пакетов переменного тока предпочтительнее, чем применение приводных пакетов постоянного тока:
→ самые современные независимые от нагрузки приводные пакеты переменного тока имеют точность +/-0,1% (постоянного тока +/- 1%), а потому могут поддерживать значительно большую стабильность числа оборотов,
→ отсутствие различий в производительности, а тем самым снижение излишнего веса,
→ отсутствие необходимости технического обслуживания, значительное снижение потребления электроэнергии за счет повышения КПД,
→ использование тихоходных двигателей без вентиляторов с приводом от дополнительного двигателя предпочтительнее применения быстроходных двигателей.
Использование современных редукторов имеет следствием:
→ снижение потерь мощности за счет повышения КПД,
→ равномерную нагрузку на оба шнека; предотвращение неравномерного вращения, а тем самым пульсаций на выпуске; термическую однородность,
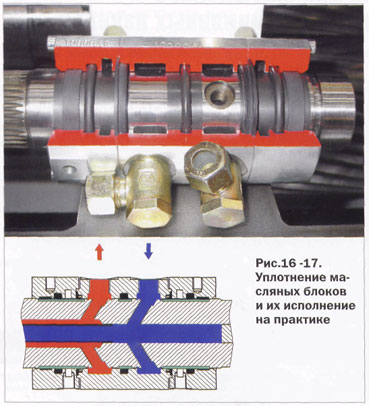
→ оптимизированное охлаждение редуктора посредством согласованных двухконтурных систем (для области ведомого вала с высокими оборотами и области ответвлений, работающих на низких оборотах).
Современные технологии управления помогают обеспечить не только качество, но благодаря усовершенствованной точности регулировки и оптимальному удобству работы и производительность машины. 
Гибкость для экономии затрат
В области развития материалов также наблюдается быстрый прогресс. Все более дешевые компоненты используются для оптимизации рецептуры, а следовательно и расходов на материал. Это касается не только большего количества наполнителей и необходимости подбора вспомогательных средств для переработки, но и качества ПВХ, используемого различными производителями. Но с точки зрения улучшения качества предъявляются все более высокие требования к экструзионной технике в целом и к экструдерам, в частности. Сегодня область их применения уже не ограничивается экструзией ПВХ; те же экструзионные машины используются также для переработки ПММА и АСА. Важным критерием улучшения гибкости работы экструдеров является применение активных элементов управления процессом, в частности, внешнего регулирования температуры шнеков. 
Заключение
Инвестиционные затраты, естественно, являются самым сложным препятствием на начальном этапе производства оконных профилей. Однако при целостном рассмотрении производства оконных профилей они составляют лишь малую часть текущих расходов. Современные машины и установки позволяют, с одной стороны, улучшить окупаемость инвестиций. С другой стороны, остается достаточное пространство для зарождающейся конкуренции, направленной на вытеснение с рынка. И хотя для производителей окон на развивающихся рынках качество имеет большое значение (упрощение выхода на рынок), они также более чувствительны к цене и готовы к переменам. Современные машины и высококачественные их поставщики в качестве партнеров обеспечивают не только лучшее оснащение, но и хорошую подготовку к будущим разработкам. _____________________________________________________________
Theysohn Extrusionstechnik GmbH,
Girakstr. 2,A-2100 Korneuburg /Austria
www.theysohn.at
_____________________________________________________________ Источник: Мир пластмасс, 2006, №6 |














