Технология производства бумажных стаканчиков Схема производства бумажных стаканчиков 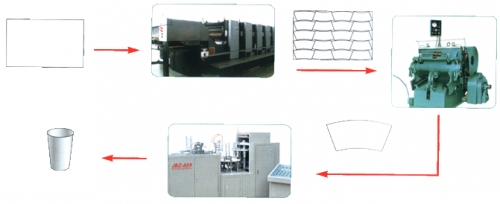
Источник: www.uralcup.ru Этап 1 (выполняется типографией) Роль бумаги продольно разрезается на 2 роля, причем один используется при производстве донышек, другой же разматывается и режется на листы, на которых типография печатает дизайн стенок стаканчиков, затем высекает их. Получаются готовые заготовки стенок. Таким образом, с одной стороны имеется неразмотанный ролик для донышек, с другой - готовые отпечатанные заготовки. Этап 2 Формирование стенок и склеивание Заготовки стенок поступают на конусную форму, которая сворачивает их. Над формой находится устройство (термическое или ультразвуковое), которое, опускаясь, сваривает стенки. Форма имеет ту же форму, что и желаемые стаканчики. Этап 3. Высечка и формирование донышек Одновременно с этим роль бумаги, автоматически подает ленту в машину, высекается сообразно нужному диаметру донышка и края заготовки загибаются высекальным устройством. Этап 4. Соединение донышка и стенки Три ведущих колеса крутятся в обратном направлении друг к другу. На пересечении малого и среднего ведущего колес донышки поднимаются с помощью рычага и вставляются внутрь идущих на встречу им стенок. Этап 5. Приклейка донышек к стенкам Со среднего ведущего колеса стенки со вставленными внутрь донышками переходят на большое ведущее колесо, которое, опускаясь, принимает их на стальные конусные формы. Далее, колесо поднимается и переносит их на термоустройство, которое припаивает донышки к стенкам. Этап 6. Сворачивание и приклейка нижнего края стенки Большое ведущее колесо переносит сформированный стаканчик на основное сворачивающее устройство, которое сворачивает концы стенки и приваривает их к донышкам. Этап 7.Сворачивание верхнего края стенки Большое ведущее колесо переносит стаканчик на сворачивающее устройство, которое сворачивает верхний край стенки. Этап 8. Выход готовых стаканчиков Большое ведущее колесо переносит готовый стаканчик на малое колесо, после чего стаканчики собираются и нанизываются один на другой в пирамидку. Оператор может забирать их. Выбор линии для производства стаканчиков Выбор линии для производства одноразовых бумажных стаканчиков осуществляется исходя из маркетингового исследования целевых рынков сбыта и технических возможностей производственной линии. Как следует из маркетингового исследования, наиболее емкие сегменты рынка – стаканчики емкостью от 7 до 9 и от 12 до 16 унций (от 200 до 500 мл). Соответственно, производственная линия должна отвечать данным характеристикам производимой продукции. Следует отметить, что практически все производители оборудования ориентируются на данный сегмент. Соответственно, дальнейший выбор производственной линии – определение дополнительных конкурентных преимуществ линии, включая репутацию поставщика оборудования. Для организации производства и калькуляции расходов была выбрана линия BMP 100 Super производства HOERAUF. оборудования.
| 













