Эти созданные давно вспененные пленки являются в настоящее время освоенным продуктом, существующим на рынке с относительно слабым спросом. "Источником роста являются только новые продукты", - говорит Иоганн Хубер, исполнительный директор Lenzing Plastics GmbH, производителя вспененной полипропиленовой ленты из Ленцинга, Австрия. На протяжении последнего десятилетия были созданы десятки новых тонких пенопластов для производства упаковки, включая этикетки, герметичные одноразовые упаковки, перламутровую упаковочную бумагу, и покрытия подносов для авиалиний.
В наши дни более прочные смолы, лучшее понимание дополнительных эффектов и новые технологии вносят свой вклад в разработку новых продуктов. Большинство тонких пенопластов все еще производится из полипропилена и полистирола, смол, которые используются при изготовлении традиционных лент и колереток из усадочного материала. Но на горизонте уже показались рынки большего объема, особенно, для тонких полиэтиленовых пенопластов. Также расширяются и некоторые применения, например, прокладки для сотовых телефонов и электронных устройств становятся слишком масштабным применением, чтобы можно было продолжать говорить о нишах рынка. Как пенопласты увеличивают стоимость продукции
Вспенивание может увеличить толщину пленки на 20 - 100% или более, уменьшая ее плотность на 40 - 60%. Вспенивание позволяет экономить смолу, но это не самое привлекательное свойство тонких пленок. Вспенивание любого материала с толщиной менее 20-30 мил становится делом дорогим и сложным. Поэтому и создаются вспененные пленки для тех применений, стоимость которых они могут увеличить. При вспенивании вводятся микро пузырьки, которые привносят различные свойства, от мягкости до жесткости, от полупрозрачности до непрозрачности. "Одна из областей для роста предназначена для тонкой многослойной соэкструзии со специальными эффектами поверхности, такими как мягкость на ощупь", - говорит Манфред Дикс, вице-президент Clariant Additive Masterbatches. Reedy International усиливает эффект тактильной мягкости от вспенивания за счет использования мягкого на ощупь этилен-стирольного интерполимера от Dow Plastics в качестве подложки в новом концентрате компании FPE400 CBA. 
Новейшие вспененные пленки теперь тоньше чем когда-либо. Они ищут новые рынки: от прокладок сотовых телефонов до защитных покрытий.
Вспенивание имеет то преимущество при производстве упаковки, что оно дает глянец и устойчивостью к скольжению без использования добавок. Другими функциональными свойствами являются электро- и теплоизоляция, а также способность рваться при наличии надреза. Пониженная прочность на разрыв может быть как преимуществом, так и бременем в зависимости от применения. Другой отрицательной стороной, которой следует опасаться при вспенивании, это растворение красителей. Тот же самый эффект отбеливания, который создает перламутровость, превращает яркие цвета в бледные, поэтому для вспенивания требуется больше красителя.
Различные используемые технологии
Пленки насыщают воздухом с помощью нескольких сложных многоэтапных технологий вспенивания или даже с помощью сочетания добавок с ориентацией для создания микрополостей. Тонкие литые пенопласты производятся с использованием химических порообразующих веществ (CBA)—либо экзотермических, которые имеют азотную основу, либо эндотермических на основе бикарбоната. Для изготовления литых пенопластов используют плоскую выносную головку с угловым подводящим каналом, за которой следуют вальцы для ориентации. Если нужна дополнительная ориентация, пленку можно растянуть во вспомогательной горячей водяной бане или канальной сушильной печи.
Тонкая пленка, получаемая экструзией с раздувом, производится с использованием либо физических, либо химических порообразующих веществ с применением горизонтального пузыря и мундштука с кольцеобразным соплом. Очень тонкие пенопласты можно также получать экструзией с раздувом с вертикальным пузырем. При физическом вспенивании с азотом, CO2, изопентаном или фторкарбонатом можно получать значительно меньшую плотность, чем с CBA, которые обычно снижают плотность только примерно наполовину. Тонкая клеточная структура получается за счет добавления структурообразующего вещества, такого как тальк, или специального CBA, которое действует как структурообразующее вещество. (примерами последнего являются Hydrocerol CF40T компании Clariant и Safoam FPN3049 компании Reedy для PS или FPE50 для полиолефинов.) 
Традиционные производители полипропиленовой ленты, такие как Lenzing, Австрия, производили тонкие вспененные пленки на протяжении последних 30 лет. Теперь они разрабатывают для новых ниш рынка вспененные пленки для соэкструдированных этикеток.
И экструзионно-раздувные, и литые тонкие пенопласты можно производить с использованием либо длинного одношнекового экструдера, либо тандемных экструдеров, либо двухшнековых экструдеров. Один из самых тонких когда-либо экструдированных пенопластов—3 мила, трехслойная полиэтиленовая пленка со вспененным ядром—был произведен на стандартной линии для пленки, получаемой экструзией с раздувом, компанией Ampacet Corp. с использованием ее эндотермического CBA 703061-H. Пленка не была выпущена на рынок.
В зависимости от использованной смолы, цвета, типа порообразующего вещества, а также технологии обработки тонкому пенопласту может понадобиться подложка, которую можно получить с помощью ориентации, сшивания, соэкструзии или ламинации. Большинство тонких вспененных пленок является ориентированными. Для обработки тонких литых пенопластов обычно используют отдельную установку для ориентации макромолекул полимера в направлении машинной обработки (MDO), в то время как экструзионно-раздувная пленка приобретает внутренне присущую ей биаксиальную ориентацию от расширяющегося пузыря. Двухэтапная биаксиальная ориентация не подходит для вспененных пленок, поскольку она разрушает пузыри и ослабляет пленку в поперечном направлении.
Придание блеска лентами
Одной из самых первых вспененных пленок, которая производилась с семидесятых годов, является блестящая полипропиленовая лента. Однослойная литая пленка подвергается экструзии с раздувом с 2% CBA, ориентации по одной оси со степенью растяжения примерно 4:1. Толщина пленки растягивается до примерно 20 мил после того, как расплав выходит из модифицированной выносной головки с угловым подводящим каналом. После реализации MDO с помощью серии наматывающих вальцов с зазором, пленка приобретает толщину до примерно 5 мил. Ориентация делает пленку чрезвычайно прочной в направлении машинной обработки (MD), но расщепляемой в поперечном направлении (TD), что придает ленте вид, характерный для текстильного продукта, изготовленного из параллельных нитей. Полотно ленты обычно достигают 5 футов в ширину до того, как его надрежут. 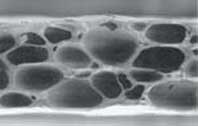
Эта 0.25 мм. пленка от Alveo из Швейцарии является в настоящее время самым тонким в мире сшитым полиэтиленовым пенопластом. Целевым применением являются прокладки для сотовых телефонов.
Очень похожую моноаксиальную ориентированную однослойную полипропиленовую вспененную пленку производили на протяжении более десяти лет для изоляции силовых и коммуникационных кабелей. Пленка для электрической изоляции также легко расщепляется в направлении машинной обработки, но это не становится проблемой, поскольку пленка обычно спирально наматывается на провода перед покрытием PVC. Диапазон толщины проводов для накрутки составляет от 3 до 20 мил, а плотность составляет от 0.55 до 0.70 г/куб. см. Такие провода для накрутки часто производятся компаниями, которые производят ленту.
Компания Lenzing, которая производит и то, и другое, также разработала новый тонкий ориентированный полипропиленовый и другие пенопласты для ламинации на бумагу для производства этикеток мешков для фруктов. Вспенивание придает им непрозрачность и прочность MD; а бумага придает способность подвергаться нанесению печати. Специальные этикетки являются "очень узким рынком, на котором существует лишь несколько игроков, но в настоящее время он очень быстро растет", - говорит Хубер из компании Lenzing. Lenzing производит литье своей вспененной пленки на тандемной линии с одношнековыми экструдерами и установках ориентации с зазором вальцов, которые поставила компания SML Extrusion Technology GmbH, также находящаяся в Ленцинге. В будущем месяце SML открывает свой офис в США.
Рынки усадочного рукава
Другим давно разработанным продуктом, который производится с семидесятых годов, являются этикетки из усадочного рукава, которые наносятся на бутылки с напитками. Это тонкие полистирольные пенопласты, которые производятся экструзией с раздувом преимущественно с использованием физических порообразующих веществ, а затем соэкструдируются с поверхностным слоем для обеспечения возможности нанесения печати. Они мягкие и эластичные, а образующиеся пузырьки очень маленькие. Усадочные этикетки позволили решить проблему самоклеящихся бумажных этикеток, которые отклеивались в воде, когда бутылки с соком выставлялись в поддонах с охлаждением в круглосуточных магазинах самообслуживания. Вспененный PS также изолирует бутылку, сохраняя бутылки в охлажденном состоянии.
Один из таких продуктов, который называется Plasti-shield, был разработан компанией Owens-Illinois из Бардстауна, Кентукки в семидесятых годах с использованием одношнековой тандемной линии для вспенивания с горизонтальным пузырем, а также патентованной гибридной технологии, которая сочетает использование CBA со впрыском газа в экструдер. Их совместное действие позволяет получать уменьшение массы на 30-35%. Пенопласт непрозрачен и имеет белую окраску за счет небольшого размера пузыря, поэтому TiO2 используется только в твердом поверхностном слое. 
Из-за вспенивания яркие цвета становятся пастельными, поэтому необходимо использование большего количества красителя для того, чтобы тонкие пенопласты приобрели более яркую окраску. (Фото: Reedy International)
Производство усадочных этикеток из Plasti-shield начиналось с однослойного пенопласта с толщиной 12 мил, в восьмидесятых годах они были переоборудованы для двухслойной соэкструзии. Сначала толщина была 14 мил, но ее постепенно снизили до получения слоя пенопласта толщиной всего 4-6 мил. С соэкструзией с пенопластом возникает много проблем, поскольку, если не вспененный слой имеет более высокую температуру, чем вспененный, избыток тепла разрушает пузырь.
В восьмидесятых годах компания Owens-Illinois (O-I) также приспособила свою гибридную технологию химико-физического вспенивания для использования полиэтилена вместо полистирола. Полиэтилен растягивается значительно лучше, чем полистирол. Поэтому такое приспособление означало переход от горизонтального пузырька пены к вертикальной линии для пленки, получаемой экструзией с раздувом, от компании Addex, которая давала более высокую степень растяжения (раздува). С помощью этого подхода получают трехслойные структуры со вспененным ядром для получения этикеток при формовании, которые называются DuraCore.
Подразделение по работе с этикетками компании O-I, проданное в прошлом году American Fuji Seal, продолжает представлять новые тонкие соэкструдированные пенопласты. Оно только что разработало двухслойную вспененную пленку для японских емкостей для кофе, толщина которой составляет всего 6 мил. Fuji Seal также производит Duraplas, трехслойную пленку для приклеиваемых этикеток общей толщиной 15 мил, но со вспененным ядром с толщиной всего 5 мил. Как сообщается, Duraplas представляет собой первый соэкструдированный вспененный продукт, в котором сочетается использование PS и PP. Матово-белое вспененное полистирольное ядро заключено между поверхностными слоями прозрачного полипропилена, на который можно наносить печать.
Тонкий защитный слой
Другие компании, которые производят специальную пленку, производят мягкие полиэтиленовые пенопласты. Sealed Air Corp., с головным офисом в Сэддлбруке, Нью Джерси, производит однослойные пенопласты из LDPE толщиной 20 мил, предназначенные для защиты поверхностей мебели и других товаров во время транспортировки. "Имеется тенденция к созданию новых сочетаний пленки и пенопластов и получению толщины менее 0.2-0.3 г/куб см." – говорит д-р С. Т. Ли, директор Sealed Air по научно-исследовательским и проектно-конструкторским работам.
Тем не менее, тонкие полиэтиленовые пенопласты труднее наматывать, чем полистирольные, поскольку PE существенно лучше растягивается. В течение трех – четырех дней после производства рулона полиэтиленовой пленки, растянутая пленка начинает сбрасывать напряжение и расширяться внутри намотанного рулона. Поэтому, если натяжение внутри рулона слишком велико, расширение повреждает пузырьки ядра. Одним из способов предотвращения этого является наматывание рулонов с уменьшением натяжения по мере того, как рулон увеличивается. Для этого необходимо специальное намоточное устройство с очень четким управлением натяжения. Как сообщает источник из компании Battenfeld Gloucester Engineering, которая производит специальные намоточные установки для тонких полиэтиленовых пенопластов, для получения более тонкого продукта также необходимо намоточное устройство, способное давать более высокие скорости: до 500 футов/мин.
Тем не менее, существуют альтернативы использованию специальных намоточных устройств. Так, например, Sealed Air, сообщает, что при приобретении специального намоточного оборудования для их самых тонких пенопластов из LDPE на 20 мил затраты возрастут слишком существенно. Вместо этого компания повышает плотность более тонких пенопластов. Например, пенопласт компании из LDPE на 20 мил имеет плотность от 0.020 до 0.025 г/куб. см., в то время как пенопласт компании из LDPE на 125 мил имеет плотность 0.0176 г/куб. см. Сшивание для придания прочности
Промышленные полиолефиновые пенопласты также становятся тоньше и прочнее по мере того, как разрабатываются новые применения. Так, например, сверхтонкие сшитые пенопласты могут продвинуться на большой рынок уплотнителей, которые используются для изготовления электронных органайзеров, сотовых телефонов, а также мониторов для компьютеров.  В установке MDO компании SML тонкие пенопласты пропускаются через серию вальцов предварительного нагревания, две группы вальцов для растягивания с зазором (четыре вальца на группу), а также через серию охлаждающих вальцов.
Сообщается, что год тому назад, Alveo, подразделение Sekisui с головным офисом в Люцерне, Швейцария, создало самый тонкий в мире сшитый полиолефиновый пенопласт—пленку толщиной 16 мил с толстой вспененной сополимерной пленкой из LDPE , которая предназначена для производства линзовых прокладок сотовых телефонов. Продукт производится в Рёрмонде, Голландия. К апрелю будущего года толщина самого тонкого пенопласта Alveo была доведена до 12.75 мил.
В октябре прошлого года, как раз вовремя для выставки K 2001 в Германии, Alveo произвела сшитый полиэтиленовый пенопласт с толщиной всего 9.9 мил с допуском ±10%. Относительное удлинение при разрыве составляет 313% MD и 412% TD, а плотность составляет 0.33 г/куб. см, по сравнению с 0.91, которые имеет исходная полиэтиленовая смола. Это значительно большее снижение плотности (64%), чем то, которое обычно достигается при использовании CBA. Снижение плотности для традиционной вспененной полипропиленовой ленты составляет менее 50%.
Технология Alveo необычна. Она включает экструзию литой пленки на одношнековой тандемной линии вспенивания; затем пленка сшивается электронным лучом; и, наконец, ее пропускают через печь для вспенивания, в которой происходит расширение и ориентирование.
Alveo очень много работает, стараясь снизить толщину своего пенопласта еще на 0.2 мила, и планирует дальнейшее снижение. "Для тонких пленок можно было бы найти еще целый ряд применений, если бы мы смогли снизить толщину до 8 мил", - говорит Ханс Кюнг, директор по продажам и маркетингу компании Alveo. -"Нашей задачей является дальнейшее снижение толщины".
Cellect LLC из Хайэнниса, Массачусетс, также рассматривает новые рынки прокладок. "У нас сейчас осуществляется много разработок", - рассказывает Скотт Смит, президент и генеральный директор компании. Продукт компании Cellect Senflex T представляет собой самый тонкий пенопласт (20 мил), который были запущен в промышленное производство в августе прошлого года. Cellect ставит своей задачей получить снижение до 15 мил. "Мы думаем, что сможем заменить многие тонкие пенопласты из PVC и EPDM. Большим рынком является рынок прокладок для сотовых телефонов, а также рынок упаковки продуктов личной гигиены", - говорит Смит. "Имеются также прокладки в компьютерах и принтерах. Назовите любой товар, и в нем будут прокладки". По его прогнозам, предстоит большой рост рынка в области более тонких продуктов.
Нужный материал
Для производства тонких пенопластов нужны смолы с дополнительными прочностью расплава и плотностью. Некоторые поставщики PP представили на рынок вспениваемые марки. Borealis недавно усовершенствовала прочность расплава своего полипропилена за счет добавления разветвления с длинными цепями с использованием технологии реактивной экструзии для получения своих марок Daploy. Одна из них предназначена для смешивания с пенопластами для повышения прочности расплава, получения более мелких и однородных пузырьков, а также придания большего блеска. Пока она не продается в США, но в компании Borealis сообщают, что получили столько запросов из США в результате представления продукта Daploy на выставке K 2001, что компания даже рассматривает вопрос об открытии своего представительства в США.
Cellect изменяет реологию своих полиэтиленовых смол перед вспениванием с помощью патентованной технологии, при которой используется химически активный кремневодород для включения нижних уровней разветвлений с длинными цепями в металлоценовый полиэтилен. Как сообщают в Cellect, в результате получается бимодовая смола, которую проще вспенивать, и которая обладает более высокой прочностью на разрыв и более низкой усадкой при сжатии.
Но получение нужной смолы для тонких пенопластов это не просто вопрос плотности или прочности расплава. Надо проявлять осторожность, и не допускать наличия в смоле ингредиентов, которые могут препятствовать вспениванию. "PP обычно содержит стеарат кальция в качестве поглотителя катализатора, но стеарат кальция является, в то же время, агрессивным противовспенивающим веществом", - поясняет Майкл Риди, президент Reedy International. "Поэтому он ограничивает Вашу возможность получать хорошие ячейки пенопласта. Для вспенивания, действительно, нужен специальный пенопласт". 
Технология компании Bruckner LISIM для одновременного биаксиального растягивания, является на сегодняшний день единственным известным методом для биоориентации тонких литых пенопластов. Это удлиняет ячейки пенопласта, и позволяет производить материал с превосходной прочностью MD и TD
Окраска также влияет на качество тонких пенопластов. "Большинство окрашенных маточных смесей содержит стеарат кальция в качестве внешнего смазывающего вещества. Даже при низких концентрациях стеарат кальция разрушит пузырьки", - предостерегает Риди. Он говорит, что белый краситель наносит наибольший вред, поскольку TiO2 покрыт не одним, а двумя диспергирующими веществами, и они оба разрушают пузырьки. "Всякий раз, когда Вы добавляете белый краситель, для того, чтобы вспенить пластмассу, Вы получаете большие пузыри", - утверждает Риди. "Вся отрасль ждет, чтобы кто-нибудь создал белый краситель без веществ, диспергирующих пластмассу".
Самым простым решением является отказ от использования в пенопласте TiO2, вспенивание и так придает белесость пленке и без всякого красителя. Если нужна большая матовость, можно добавить TiO2 к не вспененным поверхностным слоям при соэкструзии или ламинации.
Добавление восков к маточным смесям для диспергирования красителей делает вспененную пленку более растяжимой. Поскольку вспенивание растворяет окраску, при вспенивании требуется значительно больше красителя. Если для того, чтобы поучить яркую красную окраску для не вспененной пленки, необходимо 2% красителя, для того, чтобы получить такую же окраску при вспенивании, необходимо 5% красителя. А больше красителя – больше воска. Вот что дает окрашенному вспененному пенопласту значительно более высокую степень растяжения по сравнению с не окрашенным.
«Вспенивание» без газа?
Можно производить переливающиеся и матово-белые пленки с использованием микрополостей вместо газовых пузырьков для снижения плотности. Когда происходит ориентация пленки, смешанной с глинистыми наполнителями субмикронной размерности, пластмасса отступает от частиц наполнителя, при этом открываются микрополости, которые придают пленке блестящий перламутровый вид.
Примером является литая пленка из РЕТ Melinex, запатентованная ICI и полученная DuPont в 1997 г. OPP также можно придать перламутровый вид с помощью неорганических наполнителей. Компания Dor Film из Кармиеля, Израиль, представленная в США Dor Film USA с офисом в Клостере, Нью Джерси, производит металлизированную пленку BOPP для упаковки подарков и маркировки. Это трехслойная соэкструдированная пленка с наполнителем из карбоната кальция в ядерном слое. По мере того, как происходит биаксиальная ориентация, создаются микрополости, отчего пленка становится на 25% легче. После ориентации плотность пленки меняется с 0.91 г/куб. см. до 0.73 г/куб. см. Плотности пленок с микрополостями обычно значительно выше, чем у пленок с газовой аэрацией. Пенопласты становятся жестче
Как правило, пузыри не выдерживают двухэтапной биаксиальной ориентации, если только сначала не произведено сшивание, как это происходит в случае с Alveo. Новая возможность биаксиальной ориентации проверяется на экспериментальных тонких пенопластах. Это технология одновременной биаксиальной ориентации, которая известна как LISIM от компании Bruckner Maschinenbau GmbH в Германии. Компания Bruckner (у которой есть офис в США) продемонстрировала биаксиально ориентированные литые пенопласты, и заявляет, что они намного прочней пенопластов, изготавливаемых экструзией с раздувом.
Степени растяжения вспененных полипропиленовых пленок, которые производятся с использованием технологии LISIM, составляют примерно 3.5:1 MD и 4.5:1 TD, по сравнению с 3:1 MD и 4:1 TD для вспененных экструзионно-раздувных пленок. Но пленки, производимые с помощью LISIM, прочнее, поскольку биаксиальное растягивание экструзионно-раздувной пленки происходит, когда пленка, по большей части, расплавлена. Пленки LISIM подвергаются одновременному растягиванию в твердом состоянии, что, по данным Bruckner, придает более высокую прочность.
Bruckner в настоящее время разрабатывает: несколько тонких вспененных пленок, включая однослойные полипропиленовые пенопласты, производимые с использованием примерно 2% эндотермического CBA; трехслойную полипропиленовую пленку со вспененным ядром и наполненными внешними слоями; однослойную смесь полипропилена на 10 мил и найлона 6 с плотностью 0.25 г/куб. см., пленку из гомополимера РР на 4.5 мил и плотностью в 0.31 г/куб. см.; вспененную смесь стандартного полипропилена и полипропилена с разветвленными длинными цепями; а также блок сополимеры с почти 12% содержанием этиленового каучука. В последнем случае получается более мягкая пленка с очень тонкой ячеистой структурой и ощущением ткани. Другим испытательным образцом является полипропиленовая пленка 8 мил с сильным блеском, которая рвется и поддается нанесению печати, как бумага, но имеет очень низкую влагопроницаемость (10 г/м2 за 24 часа). Bruckner также освоила производство тонких пенопластов из PET с использованием технологии LISIM.
Йен Х. Шут, старший редактор
Источник: Plastics Technology
Подробнее с анализом рынка конкретных видов пленок – оценкой спроса, географией размещения производство, анализом конкурентной среды. Возможностями замещения импортных поставок, - можно познакомиться в отчете Академии Конъюнктуры Промышленных Рынков «Рынок полимерных пленок в России» |














