
Производители покрытий используют различные методы контроля для обеспечения их качества. Используются простые и низкозатратные устройства. Данные, как правило, берутся по одной точке, учитывая то, что обычно проводятся испытания типа «работает/не работает». Тем не менее, усиление конкуренции на рынках, более строгие требования к допускам продукции со стороны заказчиков, и все более расширяющееся следование стандартам ISO (или иным) заставляют прибегать к испытаниям, которые дают данные с большим количеством информации при разумных затратах. Более того, испытания с использованием данных одной точки являются ограниченными по своей природе, поскольку они не могут характеризовать поведение материала при различных параметрах сдвига, а это может быть существенно для получения надлежащих эксплуатационных характеристик продукта. Так, например, многие покрытия наносятся напылением на подложки – что требует очень низкой вязкости при очень высокой скорости сдвига – но затем они, по большей части, остаются на подложках без последующего стекания – что требует быстрого структурного восстановления, и, следовательно, высокой вязкости при практически нулевой скорости сдвига. Таким образом, здесь уместно автоматизированное многоскоростное реологическое или вискозиметрическое испытание. В настоящее статье рассматриваются эти понятия, и предлагается решение данной проблемы. Вязкость представляет собой устойчивость к текучести (практическое определение реологии – это наука о текучести). Вязкость покрытия и реология являются важными факторами для получения приемлемых продуктов. В настоящей статье мы приводим данные анализа трех представленных на рынке белых красок для внутреннего употребления в жилых помещениях. Под скоростью сдвига понимается скорость, с которой материал сдвигается, т. е. прикладывается сила, перпендикулярная направлению потока из-за трения, передаваемого между бесконечно тонкими слоями жидкости. Скорость сдвига определяется сочетанием (1) геометрии и (2) скорости испытания или применения. Когда краска, находится в банке, на полке, кажется, что она не подвергается сдвигу. То есть, нам кажется, что к ней не прикладывается никакое движущее усилие. По этой причине скорость сдвига практически равна нулю, а соответствующая вязкость является вязкостью «при нулевой скорости сдвига». Тем не менее, со временем, может произойти оседание твердых частиц за счет наличия силы тяжести. В этих условиях желательно иметь достаточно высокую вязкость, так чтобы либо не происходило осаждения, либо, по крайней мере, оно происходило очень медленно. Получение данных измерений для обеспечения качества, контроля качества может занять много времени, если их производить при близкой к нулю скорости сдвига, поэтому вместо этого, их осуществляют при несколько более высоких скоростях. Так, например, краска для жилых помещений, которая наносится на вертикальные стены, должна: - Легко растекаться пока ее наносят кистью на поверхность;
-Образовывать плоскую поверхность через несколько секунд после того, как ее нанесут кистью, и дать хороший, гладкий внешний вид; и
- Оставаться на поверхности без стекания или оттока. Tаким образом, вязкость должна быть низкой при высокой скорости сдвига, например, во время напыления или нанесения кистью. Она также должна быть достаточно низкой, по крайней мере, на короткое время, так чтобы успела образоваться плоская поверхность. Тем не менее, вязкость должна быстро повыситься, и до достаточно высоких значений, когда материал находится в состоянии покоя после образования плоской поверхности, чтобы предотвратить стекание. Ротационные вискозиметры
Данные, приведенные в настоящей статье, были получены с помощью ротационных вискозиметров, то есть, инструментов, в которых используются вращающиеся шпиндели, которые вступают в контакт с испытательными жидкостями. Были испытаны три различных краски, которые называются далее как #1, #3 и #5, соответственно. У различных инструментов может быть различная геометрия. Вискозиметр типа «конус – плита», или конический вискозиметр, показан на Рисунке 1.
Рисунок 1 Такая геометрия обеспечивает удобный доступ к образцу и его очищение, здесь требуется небольшое количество материала в зависимости от диаметра конуса шпинделя и угла. Более крупные конусы под малым углом дают возможность большей площади контакта с образцом, и поэтому обладают большей чувствительностью при более низких значениях вязкости. Более мелкие конусы с большими углами позволяют проводить испытания жидкостей с большей вязкостью, т. е. более высоковязкими. Испытания с высокой скоростью сдвига
Данные, полученные при испытаниях с высокой скоростью сдвига с использованием конической геометрии, представлены на Рисунке 2. Каждая из красок испытывалась с помощью вискозиметра Brookfield CAP 2000+L, причем сначала повышали скорость сдвига, а затем понижали. 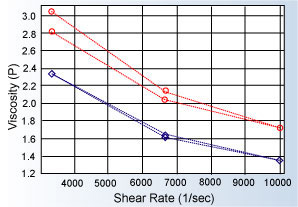
Рисунок 2 Краска #5 обладает значительно более высокой вязкостью, чем краска #3, в пределах рассмотренного диапазона скоростей. Кроме того, в данных для #5 наблюдается больший гистерезис. Это означает, что вязкость при линейном повышении скорости выше, чем при линейном понижении скорости сдвига. Это указывает на тиксотропию – структуре жидкости необходимо время для того, чтобы перестроиться после сдвига. Данные на Рисунке 2 заносятся в пуазах (1 P равен 100 сантипуазам, или 100 cP), и поэтому имеется диапазон от примерно 120 до 310 cP. Также пользователи системы СИ могут заметить, что, 1 cP равен 1 mПa•с или миллиПаскалю в секунду. Испытания со средней скоростью сдвига
Другой, часто используемой геометрией, является коаксиальный или концентрический цилиндр. Такую геометрию часто называют геометрией Куэтта или Серла. Строго говоря, у вискозиметра Куэтта был вращающийся внешний цилиндр со стационарным внутренним цилиндром, а у инструмента Серла был вращающийся внутренний цилиндр со стационарным внешним цилиндром. Такая геометрия очень удобна в использовании, поскольку для нее требуется относительно небольшое количество образца, в зависимости от того, какое было выбрано сочетание шпинделя и камеры для обработки образцов, она также обеспечивает довольно удобный доступ к образцам. На Рисунке 3 показана Система приготовления небольших образцов от Brookfield с геометрией Серла на типичном вискозиметре. 
Рисунок 3 Репрезентативные данные для красок #5 и #1 даны на Рисунке 4, при скоростях сдвига от низкой до средней, при 25ºC, с использованием Системы приготовления небольших образцов от Brookfield. Использовался шпиндель SC4-21 с камерой SC4-13RPY на вискозиметре от Brookfield RDVII+Pro. 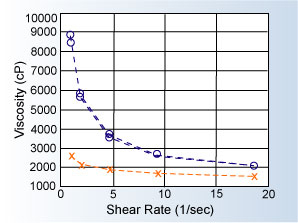
Рисунок 4 Испытания с низкой скоростью сдвига
Более крупные коаксиально-цилиндрические устройства подходят для измерения материалов с низкой вязкостью, особенно, при скоростях сдвига от низкой до средней. Адаптер Brookfield Enhanced UL Adapter (с геометрией Серла) показан на Рисунке 5. Хотя он и не часто используется, данные при низкой скорости сдвига, подобные тем, что даны на Рисунке 6, могут дать много информации о поведении, которое может быть сходным с образованием плоской поверхности или осаждением. 
Рисунок 5 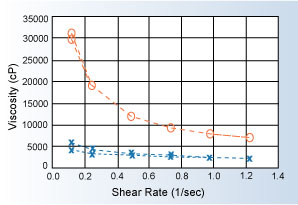
Рисунок 6 Краска #5 не только более вязкая, чем краска #1 при всех скоростях сдвига, она еще и в несколько раз более вязкая при скоростях сдвига ниже 0.5 1/s при испытании с помощью адаптера Brookfield Enhanced UL Adapter, установленного на реометр RVDV-III+ от Brookfield. Это может означать большую долгосрочную стабильность и устойчивость к осаждению в то время, когда продукт, расфасованный в банки, хранится на полке. Это также означает, что имеет смысл исследовать и другое свойство: напряжение пластического течения, то есть напряжение, которое необходимо для того, чтобы у твердого материала была текучесть как у жидкого. Такие свойства, подобные свойствам твердых веществ, обеспечивают еще большую устойчивость к осаждению взвешенных твердых частиц в покрытиях во время хранения. На протяжении ряда лет был разработан целый ряд математических моделей для того, чтобы лучше адаптировать данные, которые наблюдались на различных материалах. На Рисунке 7 показано использование модели Гершеля – Балкли с данными для краски #5. 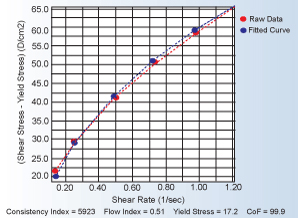
Рисунок 7 Данное уравнение используется для оценки напряжения пластического течения на основе кривой текучести; оно выглядит следующим образом:
t = касательное напряжение сдвига, в дин/см2,
n = коэффициент консистенции, cP,
g = скорость сдвига, 1/s,
n = коэффициент консистенции,
t0 = напряжение пластического течения, в дин/см2.
Используется эффективная вязкость, поскольку, как видно из графика, измеряемая вязкость изменяется с изменением скорости сдвига. Модель "H-B" очень хорошо подходит для данных, приведенных на Рисунке 7; коэффициент совместимости или "CoF" составляет 99.9 из 100. В данном случае расчетное напряжение пластического течения не очень высоко; 17.2 дин/см2 – это, возможно, неплохо для краски, которая должна довольно легко наноситься на стены домовладельцем! Читатели, возможно, заметили, что для Рисунка 2 данные брали при температуре 20°C, в то время как на других рисунках представлены данные при температуре 25°C. Это сделано намеренно, так чтобы мы могли напомнить нашим читателям, что надо всегда следить, чтобы температуры были одинаковы при сопоставлении различных покрытий, поскольку даже при повышении температуры на 5°C может существенно снизиться вязкость данного материала при данных скоростях сдвига. В заключение следует отметить, что испытание продуктов при целом диапазоне различных скоростей сдвига (при множестве скоростей), а не при одной единственной скорости, позволит Вам лучше понимать эксплуатационные свойства Ваших материалов, независимо от того, подвергаются ли они осаждению, или же быстро наносятся на поверхность. Дэвид Дж. Муни,
www.specialchem4coatings.com |














 ->
->



















