 -> ->Уважаемые читатели! В этот раздел вошли статьи по тематике КАЧЕСТВА и КОНТРОЛЯ КАЧЕСТВА изделий из полимеров. Их качество во многом зависит от производственных условий. Тем не менее, даже при использовании самых совершенных технологий и оборудования необходимо отслеживать параметры продукции (размеры, поверхность, толщина пленки, цветовые оттенки и т.д.), так как обнаружить возможные технологические отклонения лучше на ранних стадиях процесса. Сегодня для этого существует арсенал высокоточных методов и инструментов, которые с каждым днем совершенствуются. О них вы узнаете в этом разделе. |
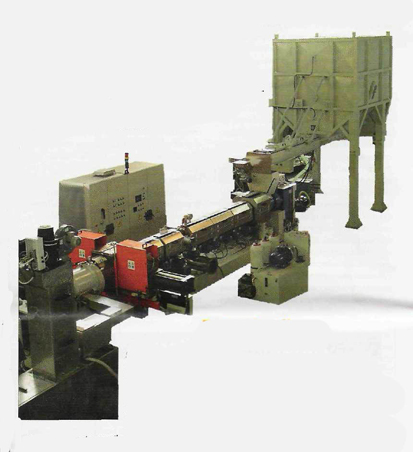
Установка предусмотрена в двух конфигурациях, определяемых процентным содержанием влажности начального материала (5-8% или 5-25%), которая меняется в зависимости от места поступления отходов. В случае материалов с влажностью 5-8%, удаление влаги завершается в силосе хранения, расположенном перед экструдером. Внутри силоса нагрев листа происходит раньше при помощи шнека, оснащенного полостью, содержащей горячую воду (85-95°С), и цилиндром с поддерживаемой температурой 90-100 °С, который упрощает образование пара, выталкиваемого насосом.
В случае материалов с влажностью 20-25%, работа вышеописанного силоса недостаточна и удаление влаги завершается через отверстие, проделанное в цилиндре экструзии на высоте бункера. Трубопровод типа by-pass возвращает пар и лист в загрузочный бункер: материал направляется в экструдер, в то время как пар выпускается в атмосферу.
Установка управляется электронной централью, которая обеспечивает автоматический контроль функций и, следовательно, гарантирует производство без вмешательства оператора. Производственный уровень варьируется от изменяемого диаметра экструдера (от 100 до 160 мм) и позволяет экструзию до 1.000 кг/ч пластмассы. Установка также оснащена системой для разрезания экструдированного продукта, способной работать с пластмассой любого качества. |


































