|
Механическое формование (механотермоформование) отличается от процессов пневматического формования тем, что придание плоской разогретой заготовке формы готового изделия осуществляется за счёт её механической вытяжки металлическим пуансоном . Схема реализации процесса механотермоформования 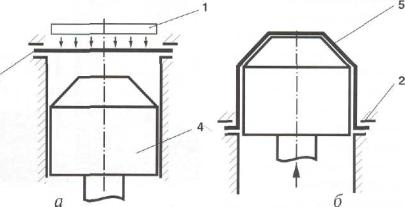
I — нагревательное устройство; 2 — прижимная рама; 3 — плоская полимерная заготовка; 4 — формующий пуансон; 5 — отформованное изделие Следует отметить, что современные технологии производства предусматривают и совмещение разных методов формования изделий, например: пневмовакуумное, пневмомеханическое и т.п. Схема реализации механовакуумного формования приведена на рис. 3. Реализация этого комбинированного метода формования состоит из двух этапов: на первом из них (рис. За) разогретую до необходимой температуры нагревателем 1 плоскую заготовку 2 механически вытягивают с помощью пуансона 4. На втором этапе (рис. 36) вытянутую заготовку формуют в матрице 5 за счет создания вакуума в ее полости. Среди всех видов пневмо- и вакуумформования можно выделить три основных: позитивное, негативное и свободное. При позитивном формовании (формование на пуансоне) внутренняя поверхность изделия в точности воспроизводит форму или рисунок формующего инструмента. Негативное формование (формование в матрице) дает возможность получать изделия, наружная поверхность которых в точности воспроизводит форму или рисунок внутренней поверхности матрицы. Свободное формование осуществляют в пройме прижимной рамы машины без использования формующего инструмента. Кроме перечисленных основных, существуют и другие разновидности технологических методов термоформования изделий из плоских полимерных заготовок.
Схема реализации комбинированного процесса механовакуумформования изделий из плоских полимерных заготовок
(а — нагрев и предварительная механическая вытяжка заготовки; б — вакуумформование изделия) Рисунок 3 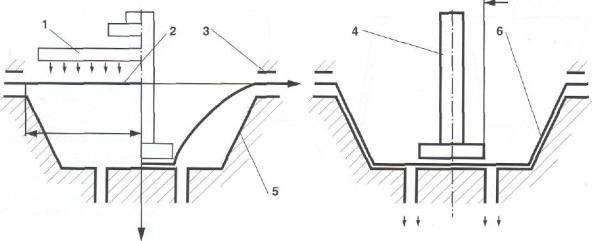
а б 1 — нагреватель; 2 — плоская заготовка; 3 — прижимная рома; 4 — пуансон; 5 — матрица; 6 — отформованное изделие
| 










