Процессы
>> >> Соэкструзия пленок
Соэкструзионную технологию применяют для расширения эксплуатационных возможностей погонажных изделий путем совмещения в них полимерных материалов с различными индивидуальными свойствами. Большинство таких изделий имеет слоистую конструкцию, в которой материал каждого слоя формирует определенное эксплуатационное или технологическое качество. Так, например, для успешной конкуренции с традиционными материалами пищевой упаковки (фольга, стекло, целлофан и др.) современная пленка должна иметь высокую жесткость и ударную вязкость, обеспечивать длительность хранения продуктов, быть газонепроницаема, и при всем этом допускать высокоскоростные процессы переработки. Применение пластмасс, ранее не используемых совместно, например, ПЭВП и ПА; ПВХ и ПП; ПА, ПК, ПП и ПВДХ позволили получать тару для хранения промышленных и сельскохозяйственных химикатов, горючесмазочных материалов и пр. емкостью в сотни литров. Многослойные соэкструдированные листы, с числом слоев от 2 до 9, широко применяются в автомобильной и строительной промышленности для последующего термоформования изделий с длительным сроком использования (по уверениям фирм изготовителей до 20 лет). Особый интерес представляет соэкструзионная технология производства многослойных труб, шлангов, трубок, капилляров, в том числе медикобиологического назначения. Соэкструзией ПП и стеклонаполненного ПА получают напорные трубы и шланги для транспортирования газа, а также трубы, применяемые в устройствах горячего и холодного водоснабжения. В ряде случаев в многослойных конструкциях допускается использование вторичного полимерного сырья. Многослойность позволяет получать пленки с весьма тонкими отдельными слоями (2-5 мкм), что недостижимо при использовании других методов (ламинирование или каширова-ние). В сочетании с подложками из прочных полимеров (ПП, ПА, ПК, ПЭТФ) можно формовать слои из малопрочных полимеров такой малой толщины (5-15 мкм), которая совершенно невозможна при получении из тех же пластмасс однослойных пленок. Например, минимальная толщина однослойной пленки из СЭВА составляет 20 мкм, а в виде компонентов многослойных изделий она может быть уменьшена до 5 мкм. Таким образом, в конструкциях оказывается возможным использование тонких слоев из дорогостоящих, но эксплуатационно важных полимеров в сочетании с дешевыми, составляющими основную часть конструкции, пластиками. Немалое значение имеет экономичность метода, при котором многослойная или гибридная конструкция изделия достигается одностадийным технологическим процессом, исключающим операции укладки отдельных слоев или элементов, грунтовки и склеивания. Соэкструзия осуществляется раздельной пластикацией полимерных компонентов в одночервячных экструдерах с последующим соединением потоков расплавов различных полимеров в формующей головке. Таким образом, определяющей частью технологии соэкструзии являются процессы, происходящие в формующей головке. Все действия с экструдатом после его выхода из формующей головки (раздув, ориентация и др.) осуществляются по конкретным и достаточно традиционным технологиям.Естественно, что поскольку используемые в соэкструзии материалы имеют различные температуры плавления и отличаются по реологическим и теплофизическим характеристикам, то они пластицируются в своих оптимальных режимах, и подаются в головку, температура которой устанавливается по материалу с наиболее высокой температурой переработки. При этом очевидно, что, во-первых, сохранение расплавом в формующей головке требуемой слоистой организации будет определяться разной послойной вязкостью расплавов и, во-вторых, все используемые полимеры должны быть термостабильными при выбранной температуре переработки. В зависимости от устройства соэкструзионные головки бывают рукавными, плоскими листовыми и трубными. Количество слоев в изделии может достигать 9, минимальная толщина слоев 2 мкм, максимальная — 3000 мкм.К соэкструзионным головкам предъявляются весьма жесткие требования. Главное из них - обеспечение безупречной слоистой структуры изделия. Подразумевают сохранение равнотолщиности слоев в продольном и поперечном (радиальном) направлении при монолитности соэкструдированного изделия. Кроме того, головки должны быть (это соответствует логике их действия) универсальными по виду перерабатываемых материалов, а конструкция каналов головок, соответственно, обеспечивать минимальное сопротивление текущим расплавам. При этом подвижные сопряжения деталей головки выполняются по высокому классу точности, а конструкция в целом должна допускать технологическую сборку-разборку. Применяемые в головках конструкционные материалы предполагают эксплуатацию в условиях повышенных температур, давлений, термохимических процессов. При этом стоимость соэкструзионных головок должна быть экономически целесообразной, то есть минимальной. Сочетание изложенных требований и условий делает задачу конструирования и изготовления соэкструзионных головок весьма сложной. В настоящее время трехслойные соэкструзионные головки являются наиболее отработанной конструкцией. Головки четырех- и пятислойные позволяют получать изделия структуры ABCD; АВСВА, ABCBD. Возможность применения в одном изделии нескольких разновидностей полимеров резко расширяет потенциал производимых материалов. Например, пленка структуры АВСВА толщиной 40-140 мкм и шириной 1000 мм, содержит два барьерных слоя из СЭВА и ПВДХ и может использоваться для пищевой и медицинской упаковок. 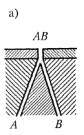 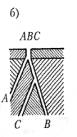 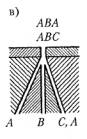 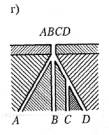 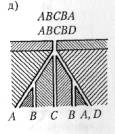
Рис. 7.2. Схема конструкции соэкструзионных головок для производствадвух- и пятислойных изделий:а - головка для получения двухслойной пленки структуры АВ, где А и В - полиолефины или полиамиды; б - головка для получения двухслойной пленки структуры АВС, где А и В - ПЭНП и ПА, С - адгезив;в - головка для получения трехслойной пленки структуры ABA или ABC; г - головка для получения четырехслойной пленки структуры ABCD; д -головка для получения пятислойной пленки структуры АВСВА (из трех компонентов) или ABCBD (из четырех компонентов) |











