 Поэтому снижение себестоимости серийной продукции наряду с освоением новых видов изделий является приоритетной задачей предприятий по производству литьевых изделий. Поэтому снижение себестоимости серийной продукции наряду с освоением новых видов изделий является приоритетной задачей предприятий по производству литьевых изделий.
Эти вопросы, без сомнения, в той или иной степени решаются на каждом предприятии. Однако, учитывая актуальность проблемы, авторы статьи сделали попытку систематизировать этапы анализа эффективности налаженного производства при проведении организационно-технических мероприятий по его модернизации и снижению себестоимости литьевой продукции, что, возможно, поможет руководителям проверить, все ли сделано для этой цели. С учетом большой многовариантности литьевых производств мероприятия по их модернизации могут сильно различаться в зависимости от технического содержания, масштаба, продолжительности и экономической эффективности. Кроме того, при разработке мероприятий необходимо прорабатывать не только возможные варианты, но и последовательность их осуществления. В качестве примера разработки мероприятий по модернизации литьевого производства в целях снижения себестоимости продукции рассмотрим среднее по техническому уровню производство с невысоким уровнем съема продукции с одного термопластавтомата (ТПА) – 25-35 т/год, а также по организации производства, рентабельность которого не превышает 5-10%. В таблице 1 приведена структура себестоимости (доля различных статей расходов) данного литьевого производства. Таблица 1. Структура себестоимости литьевой продукции Расходы | Доля*, % | | На сырье** | 40-45 | | На переработку | 55-60 | | На заработную плату с начислениями | 10-12 | | На износ и замену пресс-форм | 10-11 | | Общепроизводственные | 20-24 | | Общехозяйственные | 12-13 |
* Доля расходов по отношению к себестоимости продукции, принятой за 100%.
** Расходный коэффициент принят равным 1,04–1,06 в зависимости от уровня дефектности продукции и степени использования отходов. Доля косвенных расходов (общепроизводственных и общехозяйственных) принята сравнительно большой в связи с низким уровнем съема продукции с единицы оборудования. Кроме того, следует заметить, что составляющая себестоимости продукции, расходуемая на зарплату сотрудников, принята характерной для отечественного производства, хотя в разных странах и регионах с различным уровнем доходов на душу населения она может значительно различаться. Как показал опыт исследования работы различных литьевых производств, мероприятия по их модернизации целесообразно проводить в несколько этапов, группируя на каждом этапе мероприятия, имеющие одинаковую направленность. На каждом этапе проводится следующая аналитическая работа: - технологический анализ производства; - технико-экономическая проработка вариантов мероприятий; - экономическая оценка вариантов мероприятий; - формирование состава мероприятий. 1-й этап. Совершенствование организации производства На этом этапе проводятся мероприятия, направленные только на совершенствование организации производства, обеспечивающие ликвидацию непроизводственных потерь и не вносящие каких-либо изменений в технологический процесс и его техническое оснащение - оборудование и оснастку, т. е. наименее капиталоемкие мероприятия. Срок их окупаемости составляет обычно от нескольких недель до нескольких месяцев. В результате технико-экономического анализа производства в нем выявляются наиболее вероятные «узкие места», такие, как: - несоответствие ассортимента изделий структуре парка литьевых машин; - несоответствие квалификации персонала составу проводимых работ; - неполное использование возвратных отходов; - нерациональность проектных решений по размещению оборудования и организации материальных потоков. Далее формируется комплекс мероприятий, направленных на снижение непроизводственных расходов и увеличение выпуска продукции, включая: - частичное перераспределение изделий по литьевым машинам; - повышение степени использования возвратных отходов; - повышение квалификации и сокращение численного количества персонала; - внедрение более прогрессивных методов организации ремонта оборудования и пресс-форм; - рациональную организацию материальных потоков по снабжению сырьем, производству и вывозу продукции; - организацию специализированных участков по выпуску однотипной продукции. Снижение себестоимости, достигаемое на 1-м этапе, зависит прежде всего от того, насколько повышение эффективности использования производственных ресурсов и ликвидация «узких мест» способствовали сокращению прямых расходов и увеличению выпуска продукции. С учетом основных факторов, определяющих уровень себестоимости (сырье, производственный персонал, пресс-формы, объем выпуска продукции), потенциал ее снижения, достигаемый на 1-м этапе, составляет 4,4-8,0 (табл. 2). Таблица 2. Факторы и потенциал снижения себестоимости литьевой продукции на 1-м этапе Фактор | Изменение фактора | Потенциал, % | | Снижение расхода сырья | на 0,5-1,2% | 0,2-0,5 | | Снижение прямых трудозатрат | в 1,1-1,2 раза | 1,0-2,0 | | Снижение износа пресс-форм (организация ремонта) | в 1,2-1,3 раза | 1,7-2,5 | | Увеличение выпуска продукции | в 1,05-1,1 раза | 1,5-3,0 | | Всего | - | 4,4-8,0 |
2-й этап. Совершенствование технологии На 2-м этапе разрабатываются мероприятия, направленные на совершенствование технологических процессов на базе имеющихся на предприятии ТПА и пресс-форм. На этом этапе проводится полный технологический анализ производства, включая: - анализ структуры норм расхода материала; - анализ структуры норм обслуживания ТПА и трудозатрат в целом; - анализ структуры технологических циклов. В результате анализа могут быть выявлены наиболее явные несоответствия между имеющимся и достижимым уровнями технологических процессов и сформированы первоочередные направления совершенствования технологии производства, например: - повышение уровня технологической дисциплины в целях снижения количества некондиционной продукции; - совершенствование конструкции оснастки в целях снижения трудоемкости доделочных операций; - применение технологических добавок, повышающих производительность процесса литья; - интенсификация охлаждения изделий. При разработке конкретного перечня мероприятий следует учитывать, что наибольшую экономию обеспечивают мероприятия общепроизводственного характера (например, ужесточение входного контроля сырья или увеличение мощности холодильных установок). Мероприятия же, проводимые на уровне отдельных изделий (например, доработка пресс-форм), дают ощутимый экономический выигрыш только при их внедрении в массовом порядке. Потенциал снижения себестоимости, достигаемый на 2-м этапе, зависит не только от состава, но и от масштаба проводимых мероприятий (табл. 3). Таблица 3. Факторы и потенциал снижения себестоимости литьевой продукции на 2-м этапе Фактор | Изменение фактора | Потенциал, % | | Снижение расхода сырья (уменьшение брака) | на 1,0-2,5% | 0,4-1,0 | | Снижение прямых трудозатрат | в 1,15-1,3 раза | 1,1-2,5 | | Увеличение выпуска (снижение длительности цикла) | в 1,1-1,25 раза | 2,8-6,5 | | Всего | - | 4,3-10,0 |
В целом на 2-м этапе проводятся технологические, т. е. малокапиталоемкие, мероприятия, обеспечивающие заметное снижение себестоимости без изменения оборудования и оснастки. Срок окупаемости таких мероприятий, как правило, не превышает 1 года. 3-й этап. Оптимизация технологических процессов и модернизация оборудования и оснастки На 3-м этапе разрабатываются мероприятия, направленные на системную оптимизацию технологических процессов и модернизацию оборудования и оснастки. На этом этапе проводится комплексный аппаратурно-технологический анализ производства, в том числе по следующим направлениям: - анализ полноты использования технологических возможностей литьевых машин; - анализ прогрессивности конструкции пресс-форм и показателей их износостойкости; - анализ степени механизации и автоматизации трудовых процессов и возможностей ее повышения. В процессе анализа проводится сопоставление технического уровня производства и современных зарубежных и отечественных достижений и выявляются наиболее эффективные направления модернизации оборудования и оснастки, среди которых: - интенсификация технологических процессов путем более полного использования возможностей ТПА (в том числе путем возможного увеличения гнездности пресс-форм); - автоматизация операций загрузки сырья, съема, транспортирования и укладки продукции; - внедрение новых методов проектирования и изготовления пресс-форм; - модернизация имеющихся и (или) закупка новых, в том числе быстроходных, ТПА. Мероприятия по замене оборудования и оснастки могут иметь наибольшее влияние на снижение себестоимости при условии их правильного подбора и грамотной реализации. В зависимости от их содержания и направленности, они могут существенно изменить структуру себестоимости продукции (табл. 4). Таблица 4. Факторы и потенциал снижения себестоимости литьевой продукции на 3-м этапе Фактор | Изменение фактора | Потенциал, % | | Снижение расхода затрат (уменьшение массы литников) | на 2,5-7,5% | 1,0-3,0 | | Снижение прямых трудозатрат | в 1,5-2,5 раза | 2,7-4,5 | | Повышение износостойкости пресс-форм, увеличение их гнездности | в 1,4-2,0 раза | 2,4-4,0 | | Увеличение объема выпуска продукции (интенсификация технологии) | в 1,2-1,6 раза | 4,6-9,5 | | Всего | - | 10,7-21,0 |
В целом на 3-м этапе проводятся наиболее капиталоемкие мероприятия, обеспечивающие существенное снижение себестоимости и изменение ее структуры. При этом определяется сумма инвестиций, необходимых для реализации рассматриваемых мероприятий, и рассчитывается экономическая эффективность их осуществления исходя из сроков их реализации, источников финансирования, процентных ставок кредита и т.п. Срок окупаемости таких мероприятий варьируется в диапазоне от нескольких кварталов до нескольких лет. Таблица 5. Структура себестоимости литьевой продукции и потенциал ее снижения по этапам Расходы | | Структура себестоимости, % от исходного уровня | | | Суммарный потенциал,% | | | исходный уровень | после 1-го этапа | после 2-го этапа | после 3-го этапа | | | На сырье | 40 | 39,5 | 38,5 | 35,5 | 4,5 | | На заработную плату | 12 | 10 | 7,5 | 3,0 | 9,0 | | На износ пресс-форм | 11 | 8,5 | 8,5 | 4,5 | 6,5 | | Общепроизводственные | 24 | 22 | 18,0 | 11,5 | 12,5 | | Общехозяйственные | 13 | 12 | 9,5 | 6,5 | 6,5 | | Всего | 100 | 92,0 | 82,0 | 61,0 | 39,0 |
Таким образом, в результате проведения всех трех этапов мероприятий по модернизации производства происходит снижение расходов первичного сырья – до 10%, прямых трудозатрат – в 3–4 раза. Одновременно достигается увеличение съема изделий: с одной пресс-формы – в 1,7–2,5 раза, с одного ТПА – в 1,4–2,2 раза. В целом общий потенциал снижения себестоимости в производстве литьевой продукции составляет до 39% от ее исходного уровня, или 1,6 раза (табл. 5, рис. 1). Рис. 1. Изменение структуры себестоимости (долей статей расходов) литьевой продукции по этапам 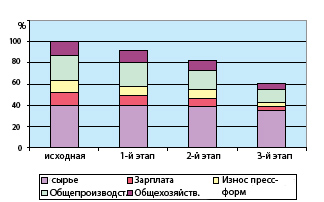
При этом принципиально изменяются как уровень, так и структура себестоимости производства литьевой продукции (табл. 6, рис. 2). Так, доля сырья в себестоимости продукции возрастает с 40 до 58%, а доля расходов на переработку снижается с 60 до 42%, и таким образом структура себестоимости приближается к той, которая рекомендуется западными компаниями – поставщиками высокотехнологичного литьевого оборудования. Рис. 2. Структура себестоимости (доли статей расходов) до и после проведения трех этапов мероприятий 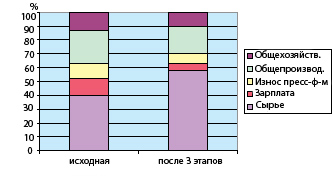
Таблица 6. Структура себестоимости литьевой продукции до и после проведения трех этапов мероприятий
Статья расходов | Доля статьи расходов в себестоимости, % "до" | Доля статьи расходов в себестоимости, % "после" | | Сырье | 40 | 58 | | Заработная плата | 12 | 5 | | Износ пресс-форм | 11 | 7,5 | | Общепроизводственные | 24 | 19 | | Общехозяйственные | 13 | 10,5 | | Всего | 100 | 100 |
М.С. Крайнов, Н.М. Чалая «Полимерные материалы» |














