
- усорезная пила 2-х или 1-но головая (резка заготовок ПВХ профиля)*; - пила для отрезки армирующего профиля дисковая или ленточная (резка армирующего профиля)*; - ручная (настольная) маятниковая усорезная пила (с диаметром диска 270-355мм.) - фрезерно-копировальный станок (фрезерование отверстия в европазе под замок основного запора и сверления отверстий под ручку)*; - фрезерный станок (фрезерование водоотводных каналов); - фрезерный станок (фрезерование торцов импоста)*; - фрезерный станок (зачистка облоя сварного шва углов коробки и створки) ; - сварочный станок (сварка ПВХ профиля)*; - пневмоножницы/гильотина (для отрезки фурнитуры); - штапикорезный станок либо пила для резки штапика* (резка штапика); - пневмошуруповерт стационарный для закрепления армирующего профиля; - стенд для остекления (установка стеклопакетов); - сборочные столы* - наждачный станок для заточки инструмента; Пневматика: - компрессор - конденсатосборник либо осушитель - ресивер - пневмомагистраль ( рабочее давление от 8 атм) - Спиральные пневмошланги с быстросъемными соединителями. Пневмоинструмент (либо эл.инструмент): - пневмодрель (либо эл.дрель) - пневмошуруповерт (либо эл. шуруповерт) - бормашинка - пневмопистолет и др.; Прочее оборудование: - опорные станины, рольганги, роликовые опоры. - сборочные столы, вспомогательные столы, транспортные тележки. - стеллажи для хранения профиля, фурнитуры, расходных материалов.
Производство оконных и дверных блоков из ПВХ состоит из следующих производственных этапов: Технологические операции | Используемое оборудование | Используемая оснастка либо инструмент | | 1) Резка армирующего профиля. | А)Пилы для резки армирования
Б)Наждачный станок для снятия заусенцев с армирующего профиля после распила. | Диск для резки металла (бывают разные в зависимости от характеристик пилы) или отрезной абразивный круг. | | 2) Резка ПВХ профиля. | Усорезные пилы одноголовочные либо двухголовочные (маятниковые, с горизонтальной или вертикальной подачей диска) | Диск для резки ПВХ или AL
(бывают разные в зависимости от характеристик пилы). | | 3) Фрезерование водоотводных отверстий (коробка, створка, импост-в горизонтальных деталях). | А) Фрезерный станок
Б) Вручную | А) Одноперая концевая фреза диам 5мм. с длиной рабочей части от 30 до 50мм.,хвостовик диаметр 8-12 мм.
Б) Дрель, специально заточенное сверло (диам 5мм.). | | 4) Армирование ПВХ-профиля металлом | А) Станок для крепления армирования
Б) Вручную. | А) Специальные подкладки (для каждого вида профиля свои).
Б) Шуруповерт. | | 5) Фрезерование европаза створки под основной запор и сверление отверстий под ручку | А)Копировально-фрезерный станок
Б) С помощью специальных приспособлений.
В) Вручную | А) Концевая фреза (диаметр 5-8 мм.) и сверла лев. диам.12 –1шт., диам.10 –2шт.
Б) Спец. насадка на ручную дрель или сверлильный станок, фреза диам.12 мм для ручного устройства.
В) Дрель, кондуктор | | 6) Фрезерование торцов импостов импоста/Сборка импоста(установка механических соединителей) | Фрезерный станок для торцевания импоста. | Фасонные фрезы | | 7) Сварка профилей коробки и створки | Сварочный станок (кол-во голов от 1 до 8) | Специальные цулаги (для каждого типа профиля используются свои ). | | 8) Зачистка угла | А) Зачистной станок.
Б) Устройство для удаление облоя сварного шва+ручное приспособление для зачистки угла.
В) Вручную | А) Фасонные фрезы
Б) спец.насадки,фрезы и ножи
В) Специально заточенный нож либо стамеска. | | 9) Установка импоста и подставочного профиля. | Вручную на сборочном столе. | Дрель (сверла 3мм,6мм,13мм), шуруповерт с насадками (PZ2; PZ3, PH2) | | 10) Зачистка пазов под уплотнения | А) Зачистной станок (если позволяют возможности станка).
Б) Вручную | А) Концевая цилиндрическая фреза
Б) Пневмобур, фреза диам.2-3мм. | | 11) Укладка уплотнительной резины | Вручную на сборочном столе. | Закаточный ролик. | | 12) Установка фурнитуры | А) Специальный автоматический либо полуавтоматический стол.
Б) Вручную на сборочном столе. | А) Гильотина (если полуавтомат).
Б) Гильотина (либо диск.пила), дрель, шуруповерт. | | 13) Резка штапика и установка стеклопакета | Резка штапика:
А) Штапикорезный станок.
Б) Вручную на настольной маятниковой пиле с направляющими | Резка штапика:
Линейка измерительная
А) Пильный диск (диаметр 200-225мм-2шт.), подпильный диск (диаметр 100мм.-2шт.), направляющие под штапик.
Б) Направляющие под штапик. |
Особенности выполнения отдельных операций. Прежде чем говорить об особенностях выполнения отдельных операций, хотелось бы заострить внимание на таких важных моментах как контроль качества и условия хранения материалов. На каждом производстве должен быть организован входной контроль качества. Профиль должен соответствовать требованиям ГОСТ30673-99. Фурнитура должна соответствовать требованиям ГОСТ30777-2001. Уплотнительная резина должна соответствовать требованиям ГОСТ30778-2001. Хранение запасов комплектующих должно осуществляться внутри помещения. Профиль должен храниться вне зоны действия отопительных приборов и прямых солнечных лучей, до поступления в работу должен быть выдержан не менее суток при температуре 17-20 градусов тепла. Температура в цехе должна быть не ниже 17 градусов тепла. Работа с профилем при температуре ниже указанной может создать сложности на разных этапах технологического цикла. 1) Резка армирующего профиля. Армирующий профиль нарезается под углом 90°, согласно бланка заказа. (резка по длине осуществляется в соответствии с технической документацией поставщика ПВХ профиля). 2) Резка ПВХ профиля. Профили коробки (рама) и створки нарезаются с двух сторон под углом 45°,согласно бланка заказа.(резка по длине осуществляется с учетом запаса на сварку 5-6 мм. (припуск на сварку является параметром, зависящим от настройки сварочного станка и может находиться в пределах от 2,5 до 3 мм на сторону). Качество выпускаемых изделий закладывается на участке заготовки, при резке особое внимание уделять положению профиля на рабочем столе пилы. Базовые поверхности профиля должны быть плотно прижаты прижимами к поверхности рабочего стола пилы и вертикальному упору рабочего стола пилы . Давление прижимов не должно превышать 6 кгс/см2, чтобы исключить деформацию профиля, приводящую к нарушению плоскости реза профиля. Векторы приложения прижимных сил должны пересекаться максимально близко к центру опорной части профилей (см.рис.1) На горизонтальных прижимах рекомендуется использовать спец. насадки.
Импост нарезается под углом 90°, согласно бланка заказа.
(резка по длине осуществляется в соответствии с технической документацией поставщика ПВХ профиля, с учетом запаса на выступы с каждой стороны, от 0 до 6 мм на сторону (в зависимости от используемой профильной системы).
3) Фрезерование водоотводных отверстий на коробке и створке выполняется двумя способами:
А) На станке фрезой диам.5мм, длина пазов 25 мм; Б) Вручную, с помощью дрели и сверла диам.5 мм. При сверлении вручную следует использовать сверло со специальной заточкой: с более острым углом захода и более острым углом заточки режущей кромки. 4) Армирование ПВХ-профиля металлом. Осуществляется установка необходимого по длине армирующего профиля в заготовки ПВХ, согласно маркировке на профиле. Операция выполняется на специальном станке или вручную, с помощью ручной дрели. Закрепление производится саморезами с бурголовкой 3,9 х 16 (3,9 х 19) мм. Заключительный этап операции -продувка заготовок профилей сжатым воздухом После армирования профиль коробки (рамы) идёт непосредственно на сварку, а профиль створки на следующую операцию по фрезерованию европаза створки под основной запор и сверление отверстий под ручку. 5) Фрезерование европаза створки под основной запор и сверление отверстий под ручку должно выполняться на специальном копировально-фрезерном станке. Допускается выполнение этой операции вручную (с помощью специальных приспособлений и насадок на ручной инструмент). 6) Фрезерование торцов импоста производится на специальном станке при помощи фасонных фрез (фрезы, цулаги и т.д. предоставляются поставщиком профиля бесплатно, как правило на ответственное хранение). Особое внимание при этом следует уделять настройке фрезы по высоте и глубине фрезерования. При правильной настройке станка мехсоединитель садится на своё место без зазоров по контактирующим поверхностям. Сборка импоста/установка механических соединителей производится в соответствии с технической документацией поставщика ПВХ профиля Перед установкой в раму на торцы импоста по контуру наносится силиконовый герметик. 7) Сварка профилей коробки и створки производится на 1-но, 2-х или 4-х головочном сварочном станке, наиболее производительным является станок с четырьмя сварочными головками, т.к. процесс сварки изделия происходит за один цикл. На двухголовочном станке сварка происходит за два цикла, а на одноголовочном соответственно за четыре цикла) (в зависимости от модели число голов может достигать 8 -ми,6-ти и 8-ми головочные станки позволяют вваривать импост, исключая тем самым операцию по установке импоста). Перед установкой заготовок на сварочный станок необходимо убедиться: А) В чистоте свариваемых поверхностей, (смазка, стружка и т.д. резко ухудшают качество сварки). Б) В чистоте поверхности нагревательного элемента (Тефлоновое покрытие ножа протирают чистым хлопком или бумажным полотенцем каждый час, на «горячую», без использования растворителей Прилипший ПВХ снимается лопаткой из дерева мягких пород таких, как липа, осина ). В) В плотности прилегания среза профиля к нагревательному элементу (неплотное прилегание ведет к изменению линейных размеров готового изделия). Установка профиля на станке осуществляется с помощью специальных цулаг (для каждого типа профиля используются свои цулаги (цулаги предоставляются поставщиком профиля бесплатно, как правило на ответственное хранение). Цулаги должны быть установлены жестко, неподвижно. Предпочтительно крепление цулаг винтами к упорам станка. При сварке профиля ПВХ необходимо контролировать временные и температурные параметры: температуру нагрева свариваемых поверхностей профиля, время нагрева профиля, скорость сжатия расплавленных поверхностей профиля, время удержания сжатых поверхностей профиля, а также - давление сжатия свариваемых поверхностей. Существуют механические регулировки, отвечающие за величину увара и глубину прогрева профиля, пневматические, отвечающие за скорость исполнения тех или иных операций, НО регулировка сварочного станка должна производиться только высококвалифицированным специалистом. Правильно отрегулированный станок – гарантия качественного сварного шва. Как правило температура сварного ножа 245 - 255 °С, время разогрева шва - 25 - 30 сек, время сварки шва - 30 - 35 сек. После окончания процесса сварки производят визуальный контроль качества сварного шва. Шов должен быть равномерным, иметь белый цвет (потемнение недопустимо, так как свидетельствует о том, что температура нагрева сварочного ножа была завышена или завышено время разогрева). Заготовки должны быть проварены по всей площади свариваемой поверхности. 8) Удаление облоя сваренных углов коробки и створки производится вручную или на зачистном станке с помощью фасонных фрез и ножей. При зачистке углов зачистными автоматами необходимо обращать внимание на лицевые поверхности профиля, чтобы не происходило их повреждение фрезами. Зачистной станок зачищает одновременно один угол. После окончания зачистных работ и контроля качества зачистки, изделия устанавливаются на специальные стойки промежуточного хранения. 9) Установки импостов и подставочного профиля. После сварки и зачистки углов в раму и створку устанавливаются импосты согласно технической документации поставщика профильной системы, при помощи специальных кондукторов (предоставляются поставщиком профиля). После установки импоста к нижней части рамы крепится подставочный профиль. 10) Зачистка пазов под уплотнения. Облой внутренней части угла и паза для уплотнителя удаляется автоматически, при наличии у зачистного станка соответствующих опций, или вручную, с помощью специального ножа и пневмобура. 11)Установка уплотнительной резины. Уплотнение в створочной конструкции производится единым куском уплотнительной резины. Установка уплотнения в паз начинается с середины верхних горизонтальных частей створок и коробок. Укладка уплотнительной резины производится как вручную, так и с помощью специального закаточного ролика. Уплотнительная резина заводится в приемный паз таким образом, чтобы не происходило ее растяжения. Стыкуется уплотнитель при помощи специального клея 12) Установка фурнитуры. В общем виде операция по установке фурнитуры выглядит следующим образом: Поворотная створка: в зависимости от ширины створки устанавливаются: А) верхняя и нижняя петля и основной запор (узкая створка). Б) либо верхняя и нижняя петли, угловые переключатели, основной запор и средние запоры сверху и снизу створки, а также среднеразъемная петля. На коробку устанавливаются верхняя и нижняя петли и ответные планки. Поворотно-Откидная створка: Устанавливается нижняя петля на створку, угловые переключатели и основной запор , далее в зависимости от ширины створки либо: А) ножницы и средний запор на створку (узкая створка до 650мм.), Б) нижний средний запор, ножницы и средний запор на створку (свыше 650мм.). На коробку устанавливаются верхняя и нижняя петли, повортно-откидная ответная планка и ответные планки по периметру. Фурнитура крепится саморезами 4 х 25 мм. и 4х40 (петли). При ширине створки до 650 мм. устанавливается один комплект подпятникв снизу со стороны ручки, при ширине свыше 650 мм устанавливаются два комплекта подпятников со стороны ручки и петли. Установка подпятников предотвращает провисание створки. Далее створка навешивается на раму и собранное изделие направляется на стенд остекления. 13) Резка штапика и установка стеклопакета. Операция Резки штапика выполняется стандартно при помощи измерительной штанги. Операция установки стеклопакета Стеклопакет устанавливают согласно конструкторской документации системы. Необходимо учитывать следующие особенности установки стеклопакета в створку: А)Прокладки под стеклопакет на несущие фальцевые вкладыши установить плотно, внатяг, чтобы створка со стеклопакетом образовывала жесткий треугольник (рис.2). Для этой цели используют специальную пластмассовую лопаточку. Если этого не выполнить, створка провиснет в первые же дни. 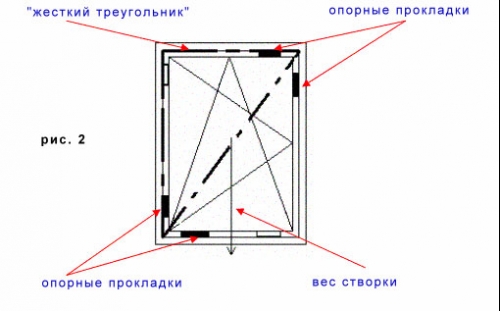
Б) Даже если используются регулируемые петли, провисание створки устранять в цехе вышеуказанным способом. Запас регулировки петель оставить на монтаж.
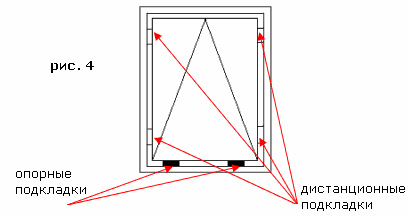
В) Не следует изготавливать створки более разрешенных в документации размеров. В процессе распирания створки стеклопакетом профиль будет заметно деформирован, а полоска заливки стеклопакета окажется неравномерно видна. Г) В отличие от стеклопакета одинарное стекло не обладает жесткостью в осевом направлении и в процессе распора может лопнуть. Типовые схемы установки несущих основных подкладок (фальцевых вкладышей).
Поворотное (наклонно-поворотное) окно (рис 3). 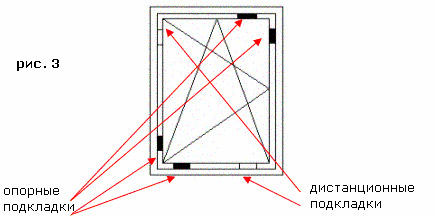
Откидное (фрамужное) окно (рис.4)
Глухое остекление окна (рис.5) 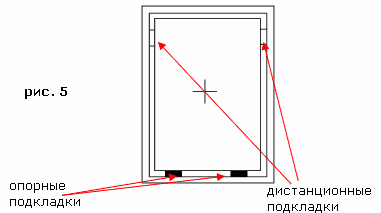
Очередность установки штапика в раму, с импостом показана на рис.№ 6.
Рис.6 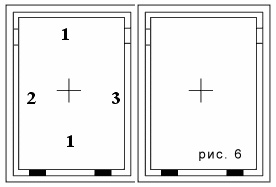
После установки штапиков в обязательном порядке необходимо "осадить" капроновым молотком части створки. Все операции по регулировке створок производят в вертикальном положении на стенде, на объекте - после монтажа изделия в проеме.
После окончательной регулировки створок и проведения общего контроля качества изготовления контролером ОТК, окно готово к установке. Чтобы работа выполнялась быстро и качественно, следует уделить пристальное внимание организации рабочих мест. На каждом рабочем столе инструмент должен находиться на своём месте, а все операции по сборке должны быть оптимизированы. www.newchemistry.ru | 













