Комплексные испытания подтверждают, что функциональные свойства и пригодность к термоформованию у данных материалов сравнимы с аналогичными свойствами других полимеров. Полилактиды (PLA) – это новая группа термопластиков, предназначенных для применения в области упаковки и вырабатываемых из возобновляемых источников. Благодаря своим свойствам PLA могут использоваться в различных областях термоформования, особенно в производства емкостей для охлажденных напитков и подносов для фруктов и овощей. При изготовлении высокомолекулярного PLA в компании CargillDow B.V., Наарден, Нидерланды, используется процесс, характеризующийся экологической чистотой и отсутствием потребности в растворителях. PLA вырабатываются только из маиса (Рис. 2). Точно так же PLA можно получить из других возобновляемых ресурсов, например из пшеницы, сахарной свеклы или сельскохозяйственных субпродуктов, содержащих природный растительный сахар. Во-первых, декстроза сбраживается и формирует молочную кислоту, которая затем преобразовываются в циклические димеры (лактиды) методом конденсации и эстерификации. Димеры преобразовываются в полилактид при помощи каталитической полимеризации с раскрытием цикла. Молочная кислота может принимать две изомерные формы: L-молочная кислота и D-молочная кислота. Соотношение изомерных блоков в полимерной цепи может изменяться в течение процесса полимеризации.  Рис.1 Важные области применения PLA – емкости для охлажденных напитков и подносы для фруктов и овощей
Физические свойства
При комнатной температуре PLA представляют собой кристально прозрачный полимер с температурой стеклования 55-65 оС. Физические свойства PLA можно улучшить посредством придания материалу ориентации, например с целью использования в волоконной индустрии, изготовления двуосно-ориентированных листов и термоформованных контейнеров. PLA, содержащие D-молочную кислоту в количестве менее 8%, могут быть полукристаллическими в том случае, если во время процесса придания ориентации они будут отожжены или натянуты, или же в них будут образованы зародышеобразователи кристаллизации. Повышение уровня кристалличности приводит к усилению жесткости и термостойкости. Точка плавления PLA повышается по мере снижения доли содержания D-изомера. Она находится в диапазоне между 130 и 175 оС. Критический показатель поверхностного натяжения PLA составляет 30 мН/м (дин). Вследствие этого эффект обработки коронным разрядом действует продолжительное время. Поэтому PLA легко поддаются процессам печати и металлизации. Пригодность к переработке в компост Благодаря этой функции PLA вендор может сократить свои расходы на утилизацию отходов. Данный вопрос возникает каждый раз, когда отходы распределяются до их вывоза. Биологическое разрушение PLA осуществляется методами гидролиза и разделения групп сложных эфиров в молекулярной цепи. Молекулярный вес уменьшается до тех пор, пока молочная кислота и олигомеры с низким молекулярным весом не пройдут процесс природного метаболизма микроорганизмами, при котором вырабатываются углекислый газ и вода. В условиях высокой влажности воздуха и повышенных температур (55-70 оС), характерных для активных систем компостирования, процесс разрушения PLA проходит достаточно быстро. Низкие температуры и низкая влажность воздуха, которые присущи для складов и рабочего окружения, не представляют проблемы. Таблица 1 показывает стандартные периоды разрушения при различных температурах и уровнях влажности воздуха. Обработка листов PLA Во-первых, были тщательно изучены три технологии упаковки, которые используются для обработки PLA: производство высококачественных листов, изготовление контейнеров для продуктов питания методами формования с раздувом и термоформования. К эксплуатационным характеристикам относятся сильная жесткость, высокий уровень глянца и прозрачность, возможность сворачивания и оборачивание вперекрутку. 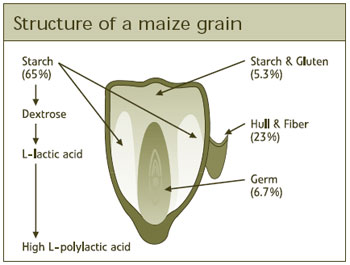
Рис.2. Исходные материалы для PLA можно полностью получить из маиса
Starch (65%) | Крахмал (65%) | | Dextrose | Декстроза | | L-lacric acid | L-молочная кислота | | High L-polylactic acid | Высшая полимолочная кислота | | Starch & Gluten (5.3%) | Крахмал и Клейковина (5.3%) | | Hull & Fiber (23%) | Оболочка и волокно (23%) | | Germ (6.7%) | Семя (6.7%) |
Аналогично другим полиэфирам, физические свойства PLA также изменяются под воздействием гидролиза. Поэтому PLA следует защищать от влажности воздуха, и перед осуществлением экструзии высушивать ее до уровня остаточной влажности менее 200 промилле. У PLA имеется преимущество того, что экструзия данного материала осуществляется при температуре немного ниже, чем рекомендованная температура плавления полиэтилена. Эти данные были получены во время работы на традиционной соэкстузионной линии для полиэтилена. Были проведены обширные испытания с целью определить поведение PLA и другого полимера, например полистирола, полипропилена и аморфного полиэтилентерефталата, во время процесса термоформования. Рассматривались такие вопросы как свойства материала, пригодность к термоформованию, пригодность листа к перевозке, поведение при ударных воздействиях, поведение основы во время намотки, пригодность к штабелированию и разбиранию штабелей готовых изделий, а также поведение PLA на прокатном стане. Чтобы установить данные параметры, представители компании Adolf Illig Maschinenbau GmbH & Co. KG. провели ряд экспериментов на различных линиях термоформования. На всех вовлеченных в эксперимент линиях листы обрабатывались как прокат. 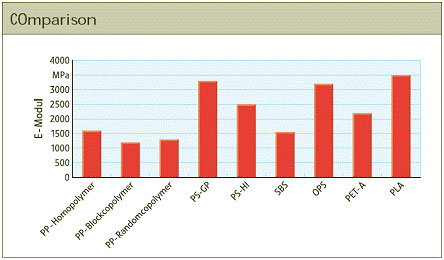
Рис.3. Модуль упругости различных упаковочных материалов E-Modul = Модуль упругости; Blockopolymer = Блоксополимер; Randomcopolymer = Случайно выбранный сополимер
Comparison – Сравнение Листы изготавливались из гранул NatureWorks PLA сорт 2002D производства компании CargillDow, содержащих небольшое количество голубого каучука и антиадгезива. Во время испытаний использовался экструдер с двухступенчатым универсальным шнеком для полистирола/полиэтилентерефталата (диаметр 90 мм). Ширина листа составляла 500-735 мм, а толщина – 0.5-12 мм.  Рис.4. Благодаря своей сильной жесткости, контейнеры из PLA пригодны для автоматического штабелирования Прозрачность и плотность Высокий уровень прозрачности часто необходим при использовании питьевых емкостей и упаковок продуктов питания, например салатов или овощей. В данных областях термоформования используются такие материалы как PET-A, двуосно-ориентированный полистирол или стирол-бутадиен-стирол. По уровню прозрачности PLA лишь немного уступает PET-A, и при этом превосходит полипропилен, СБС и даже ориентированный полистирол. Плотность PLA, составляющая 1.25 г/см3, ниже, чем аналогичный показатель РЕТ-А (1.34 г/см3). Тем не менее, плотность полистирола (1.05 г/см3) и полипропилена (0.91 г/см3) заметно ниже, чем у PLA. На выбор пластика влияет процесс перевозки сырьевого материала, полуфабриката и готового изделия. Механические свойства Жесткость изделия, изготовленного методом термоформования, имеет очень серьезное значение для его устойчивости. Сравнение различных пластмасс часто проводится через их модули упругости. Высокий показатель модуля усиливает жесткость термоформованного изделия. Таким образом, можно уменьшить толщину стены и, поэтому, вес и издержки. На Рис. 3 сравниваются модули упругости различных упаковочных материалов. Полистирол общего назначения самым высоким модулем упругости из всех стироловых материалов. Тем не менее, его высокая хрупкость вынуждает проводить его термоформование только «линейным процессом». При этом экструдер соединяется прямо с машиной термоформования. На уровне 3500 МПа у PLA самый высокий модуль упругости из всех полимеров, участвующих в сравнении. Высокий уровень жесткости PLA позволяет осуществлять автоматическое штабелирование контейнеров. Однако для разбирания штабелей при изготовлении листов PLA необходимо добавлять антиадгезив (Рис.4). Термические характеристики и усадка Для специалистов термоформования важной характеристикой является температура размягчения. Сорта полипропилена, которые используются в области упаковки, обладают температурой размягчения около 150 оС. За ними следует РЕТ-А с показателем 86 оС. Температура размягчения полистирола составляет 80 оС. В случае PLA методом Вика была установлена температура размягчения 58 оС. Полипропиленовый блоксополимер обладает очень широким диапазоном рабочей температуры ( -30 – 100 оС). Температуры непрерывной работы полистиролов и РЕТ-А могут удовлетворить потребности большого количества областей применения. Для PLA максимальная температура непрерывной работы составляет около 45 оС. Поэтому PLA не подходит для горячего заполнения. Тем не менее, PLA пригоден для применения при температурах до -20 оС (Рис.5). Благодаря диапазону рабочей температуры PLA подходит для производства различных изделий, начиная с емкостей для безалкогольных напитков, подносов для фруктов и овощей и заканчивая упаковками для замораживания и глубокой заморозки. Полукристаллические пластики обычно демонстрируют более сильную усадку, чем аморфные пластики. В данном сравнении полипропилен показал самую сильную усадку (1.5-1.8%). Усадка аморфных материалов, таких как полистирол, РЕТ-А и PLA, составляет около 0.5%. В настоящей статье РЕТ-А и PLA считаются аморфными пластиками, поскольку они проходят ничтожно малую кристаллизацию под воздействием стандартных условий экструзии и термоформования. Во многих случаях это означает, что обработка PLA может вестись на имеющемся оборудовании для полистирола или РЕТ-А. 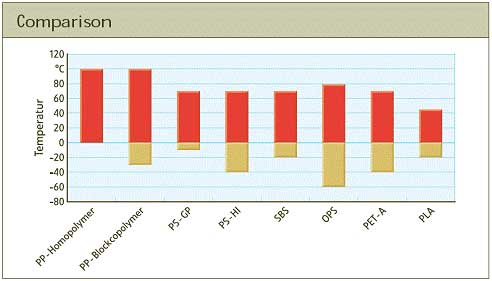
Рис.5.: Периоды непрерывной работы для различных упаковочных материалов
Temperatur = Температура; Blockcopolymer = Блоксополимер
Comparison – сравнение
Термоформование PLA
Термоформование листов PLA можно осуществлять при помощи вакуума, сжатого воздуха/вакуума или только сжатого воздуха. Радиационный нагреватель линии термоформования PLA следует отрегулировать для работы на очень низких температурах. Предварительное нагревание проводить необязательно, однако предварительный равномерный нагрев листа улучшает условия работы. В отличие от полипропилена, листы PLA не подвергаются значительному прогибанию при нагреве в рамках процесса термоформования. Следует помнить о необходимости низких температур технологического процесса. Для термоформования изделий из листов PLA могут потребоваться уникальные условия формования. PLA требует сравнительно долгого охлаждения внутри пресс-формы. Возможно придется проводить прикатку краев термоформованных питьевых емкостей. Температура термоформования измеряется на поверхности листа. По сравнению с другими пластиками температура формования PLA очень низка, она может быть очень различной (80-110 оС). Другие указанные в настоящей статье пластики превышают PLA по уровню максимальной температуры формования. У РЕТ-А она составляет диапазон между 100 оС и приблизительно 120 оС. Ударопрочный полистирол обладает самым широким диапазоном температуры формования (120-160 оС). Максимальная температура формования полипропилена во время процесса термоформования на механизмах с роликовым питанием немного уступает диапазону температуры плавления кристаллитов (150-165 оС). Во время первого запуска производства с применением PLA рекомендуется приближаться к технологическому диапазону температур, устанавливая радиатор на низкую температуру. Испытания были проведены на механизмах, которые проводят формование как отдельный процесс и осуществляют перфорирование фасонным ножевым штампом, а также на механизмах, ведущих формование и перфорирование в течение единого процесса (перфорирование штамповочным прессом). Для обработки листов PLA подходят оба процесса перфорирования. Соответствующие испытания были проведены на различных механизмах (серии RDM, RV, RD и RDK от компании Illig). Температура штампов у фасонных ножевых штампов с контролируемой температурой составила 120 оС. Стандартное время разрушения | Температура [оС] | Сравн. влажность воздуха [%] | Начальная фрагментация спустя | Полное разрушение спустя | | 4 | 100 | 5.3 года | 10.2 года | | 25 | 20 | 2.5 года | 4.8 года | | 25 | 80 | 2 года | 3.1 года | | 40 | 80 | 5.1 месяца | 10 месяцев | | 60 | 20 | 1 месяц | 2.5 месяцев | | 60 | 80 | 15 дней | 2 месяца |
Таблица 1. Время разрушения полилактидов зависит от условий окружающей среды
Перевозка листов
В машинах термоформования с роликовым питанием материал подается двумя параллельными моторизованными цепями с шипами, которые в данных транспортных цепях служат для прокалывания листа и его транспортировки по линии термоформования. Поскольку листы PLA отличаются высокой хрупкостью, шипы выбивают небольшие частицы листа во время транспортировки. Такие выбитые частицы могут осложнить процесс производства. В автономном технологическом производстве рекомендуется использовать нагревание кромки полосы (Рис.6). Нагревание кромки листа придает ему гибкость, и частицы материала не выбиваются. Пленка нагревается посредством устройства для нагревания кромки полосы, методом контактного или радиационного нагрева. Механизм следует останавливать исключительно на период застывания охлаждающейся пленки. В ином случае застывший материал может застрять в местах небольшого изгиба механизма во время следующего запуска. 
Рис.6. Нагревание кромки пленки при помощи устройства для нагревания кромки полосы предотвращает выбивание частиц материала Во время проведения испытаний данный эффект наблюдался нечасто. Основа PLA хрупка настолько, что она может разорваться во время намотки. Если основа не разделяется на отрезки перед проведением технологического процесса, то рекомендуется использовать специальное устройство намотки основы. Такое устройство работает в двух различных скоростных режимах. Непосредственно после рабочего цикла материал следует быстро перевезти. Вскоре после того, как будет достигнута конечная точка в цикле обработки основы, намоточный вал переключается на пониженную скорость с целью минимизации растягивающего напряжения (Рис.7). Разрыв основы также можно предотвратить, увеличив радиус изгиба (Рис.8). В том случае, если обработка PLA ведется в условиях правильных рабочих температур, то его доизмельчение будет проведено так, как это необходимо. Доизмельченный PLA можно вернуть в технологический процесс. Подача основы может осуществляться линейно (Illig RDM 75k) или под углом 90 оС относительно дробилки (Illig RDM 70K). В данном случае скорость отбора измельчителя также следует отрегулировать с учетом хрупкости охлажденного листа. 
Рис.7. Если основу не разрезать после технологического процесса, то для ее намотки необходимо специальное устройство намотки основы 
Рис.8. Увеличение радиуса изгиба предотвращает разрыв основы во время намотки Заключение Полилактиды обладают замечательными рабочими и технологическими характеристиками. Поэтому его эффективность сравнима с традиционными термопластиками, а в некоторых случаях и превосходит их. Это новое семейство продуктов, которое представляет собой настоящий прорыв в области упаковочных материалов, полученных из возобновляемых источников. Авторы Люк Босиерс, дата рождения 1963 год, отвечает за PLA и занимает должность менеджера по разработке прикладных решений в компании Cargill Dow. Свен Энгельманн, дипломированный инженер, дата рождения 1972 год, является инженером-технологом по фундаментальным НИОКР в компании Adolf Illig Maschinenbau GmbH & Co. KG, Хейльбронн/Германия. www.newchemistry.ru | 













 ->
->



















